Specialized in manufacturing compensators, expansion joints, baffle doors
A comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging
Specialized in the production of metal compensator, non-metal compensator, baffle door equipment for 18 years
Product Center
Specialized in manufacturing a variety of high-quality industrial equipment to meet your diverse needs
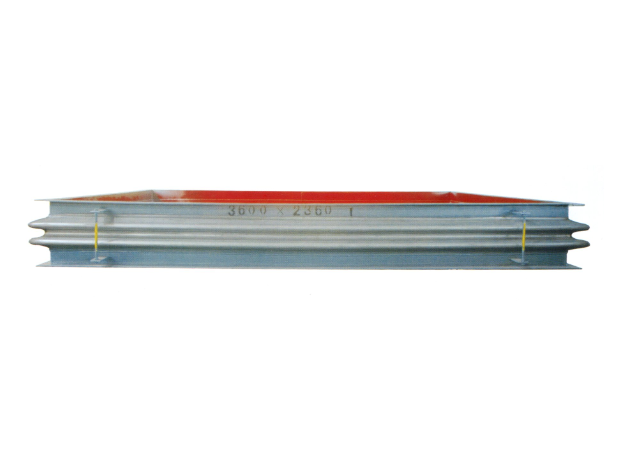
Metal rectangular expansion joint
Product introduction of metal rectangular expansion jointProduct Structure and C...
Learn more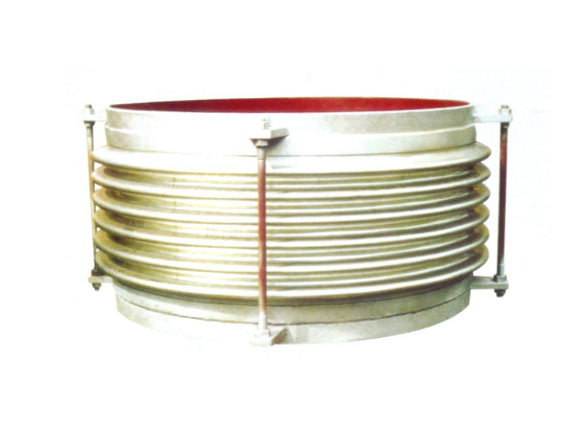
Universal corrugated expansion joint
The universal corrugated expansion joint is a kind of flexible compensation elem...
Learn more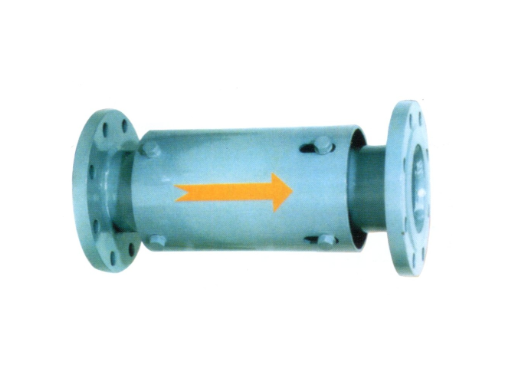
Single axial expansion joint
I. Structural compositionThe single axial expansion joint is mainly composed of ...
Learn moreCompensator, baffle door equipment · One-stop service process
From consultation to installation, we offer a full range of professional services
Consultation needs
The professional team will provide you with detailed product consultation and technical support to understand your specific needs
Scheme design
Provide personalized product design according to your specific needs to ensure the best solution
Manufacturing
Adopt advanced production equipment and technology and strict quality control to ensure excellent product quality
Installation and commissioning
Professional technicians provide on-site installation and commissioning services to ensure the normal operation of the equipment
About Us
Nantong Chuangxin Machinery Co., Ltd. is located in the plain of central Suzhou, close to Nantong and Ningjingyan Expressway with convenient transportation, and less than 2 hours drive from Shanghai, Suzhou, Wuxi, Nanjing and other large and medium-sized cities.
The company is a comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging. The company has successively communicated and cooperated with the National Cement Research Institute and the general contractor!
The company's main products are metal compensator (expansion joint), non-metal compensator (expansion joint), baffle door and other series products, providing excellent and cheap complete sets of equipment for the majority of users at home and abroad.

NEWS
Stay up-to-date with company and industry updates
What occasions are non-metallic expansion joints FPF used in? Figure out these five things before choosing a model
What exactly is FPF? First distinguish the difference between it and t...
How to see the specifications of metal expansion joints? Explain the use selection at once
What exactly are metal expansion joints used for? Find out the three p...
Is the metal expansion joint standard length fixed? Find out these things before choosing a model
Two days ago, I met a customer and asked, "What is the standard length...
Metallic circular expansion joint cast steel: From material selection to engineering application, this matter is not as simple as you think
Metallic circular expansion joint cast steel: From material selection ...
The metal expansion joint bolts are not loose, does it depend on design or installation?
Pipeline vibration, thermal displacement, pressure pulsation... Metal ...
Selection and installation of metal expansion joint of grey pipe, these five problems can't be avoided
Where exactly are grey tube metal expansion joints used? Firstly, the ...
Frequently asked questions
Answers to your frequently asked questions about compensators and baffle doors
After many people get the expansion joint, the first thing they ask the manufacturer is: Where does this thing fit? Honestly, this question hit the nail on the head. Installing the expansion joint in the wrong position is more fatal than choosing the wrong model. If the selection is wrong, the service life will be shorter at most, and the position will be wrong. The bellows will be stretched, twisted and unstable, ranging from abnormal noise in the pipeline to tearing the bellows and leaking the medium. We have done pipeline compensation schemes all the year round, and have seen too many such cases. Today, we will break up the location and make it clear.
Which section of the pipeline should the expansion joint be installed: first distinguish the fixing bracket and the guide bracket
To find out where the expansion joint is installed, two roles must be recognized first: the fixing bracket and the guide bracket. The fixing bracket is the anchoring point of the pipe, it locks the pipe firmly and does not allow displacement in any direction. The guide bracket only limits lateral displacement and allows axial sliding. The mission of the expansion joint is to absorb the displacement caused by thermal expansion and contraction between these two types of brackets.
The expansion joint must be located between the two fixed brackets and mounted close to one of the fixed brackets. Leave enough straight pipe segments on the other side to cooperate with the guide bracket to allow the pipe to expand and contract in a predetermined direction. In other words, the expansion joint is not installed wherever you want, it is a link in the pipe support system. You set the fixed bracket first, and the position of the expansion joint will be set by 70% to 80%.
Is the expansion joint close to the fixed bracket or the device end? Force differences between two typical layouts
Pipe layouts typically come in two typical forms. One is that the expansion joint is close to the fixed bracket, which is called "single axial layout". At this time, the expansion joint bears pure axial compression or stretching, and the bellows has the most uniform force and the longest service life. LikeHigh temperature axial expansion jointUnder this layout, the maximum compensation ability can be exerted.
The other is that the expansion joint is close to the equipment end, such as connecting sensitive equipment such as steam turbines, pumps and fans. In this case, the expansion joint has to not only absorb the thermal displacement of the pipe, but also bear the additional displacement caused by the thermal expansion of the equipment. The stress state is much more complex, and sometimes it is necessary to useCurved tube pressure balance expansion jointOrCompound hinge transverse expansion jointTo defuse. Which one you choose depends on whether the equipment can withstand pipe thrust.
Selection of connection position under different working conditions: How to determine high-temperature steam, large-diameter flue gas and corrosive medium
Different working conditions have different ideas for location selection.
High-temperature steam pipelines, such as the main steam pipeline of power stations, have a temperature above 400℃. At this time, the expansion joint should be as close to the fixed bracket as possible, and enough guide brackets should be set in the middle straight pipe section. If the straight pipe section is too long, the bellows will be unstable, and if the straight pipe section is too short, the fixed bracket will bear excessive blind plate force.Corrugated expansion joint for power station industryThe installation spacing is generally controlled at 20~40 meters for a compensation unit, depending on the pipe diameter and medium temperature.
Large-diameter flue gas pipelines, like the inlet and outlet flues of desulfurization towers, have low pressure but large cross-section, and are usually rectangular structures. At this time, where to install the expansion joint depends more on the drop point of the flue support and the arrangement of the baffle door. Generally, it is recommended to set a fixed point on both sides of the flue, and the expansion joint is placed in the middle section, so that the displacement in both directions is concentrated in the middle.
What about corrosive media pipes? The position of the expansion joint must avoid dead angles and fluid accumulation sections. When the medium flow rate is low, corrosive liquid is easy to accumulate at the bottom of the bellows, so in addition to selecting the correct position, it is also necessary to selectRectangular non-metallic expansion jointOr a structure with a guide tube to ensure smooth passage of the medium without staying in the bellows area.
How the expansion joint is connected to the pipe: welded, flanged or sleeved? Position Determines Joint Form
The connection method is not randomly determined, but is directly related to the spatial conditions of the installation position.
The welding connection is the most reliable and suitable for high temperature and high pressure pipelines, but it requires welding conditions and flaw detection means at the site. The flange connection is convenient for loading and unloading, and is suitable for pipelines that need regular maintenance and cleaning, such as desulfurization flue and sewage treatment pipe. The sleeve connection is not welded, without flange, and is sealed by packing. It can be selected in compact spaceSleeve type pipe expansion joint。
If the expansion joint is installed in a narrow pipe gallery with limited access space, preference should be given to flange or sleeve connections. If the position is at the end of the overhead pipeline, which is convenient for hot work, welding is a better choice.
Common installation error: What happens if the expansion joint is installed near the elbow and the distance between the two expansion joints is insufficient
Install the expansion joint near the elbow. The elbow is where the pipe produces lateral displacement and bending moment, where the expansion joint will bear additional lateral forces and bending stresses, and the bellows will soon fatigue crack. The correct way is to set fixed brackets at both ends of the elbow, and the expansion joint is placed on the straight pipe section away from the elbow.
The two expansion joints are too close to each other. Some designers put two expansion joints next to each other in order to save space in the pipeline. This will lead to the middle pipe section becoming a floating unit, the two expansion joints push each other, the displacement distribution is uneven, one is overloaded and the other is idle. The specification requires that the length of the straight pipe section between the two expansion joints, usually not less than four times its nominal diameter, and that an intermediate fixing bracket be provided to distribute the displacement.
Practical recommendations for type selection and positioning: Final installation point determined by combining the design of fixed bracket and manufacturer's data
The positioning of this matter, in the final analysis, depends on the layout plan of the fixed bracket. When making compensation design, first clear the direction of the pipeline, set the positions of all fixed brackets, and then calculate the compensation amount needed for each compensation section according to the thermal expansion amount and allowable span. Then compare the displacement parameters provided by the manufacturer to determine the specific installation point of the expansion joint.
Are temporary supports installed during the pipeline pressure test? Is the amount of pre-stretch adjusted to ambient temperature? Is there a protective sleeve on the outside of the bellows? These details can affect the quality of the installation. As a reminder,Direct buried (fully buried) type expansion jointThe installation method is completely different from the overhead pipeline and cannot be mixed.
Which position the expansion joint is connected to the pipeline is not worked out by the construction team on the spot, but it has to be calculated clearly in the design stage. If the location is selected correctly, there will be no problems with the pipeline for twenty years; Wrong choice, rework is a small matter, safety accidents are a big deal. It is recommended to send the pipe drawing to the manufacturer before purchasing, and let the technicians help you review the positioning. Many problems can be avoided in the drawing stage.
Bellows can absorb thermal expansion and contraction, but there is a premise. It does not rely on the material deformation to carry hard, but relies on the corrugated structure to transform the axial displacement, transverse displacement and angular displacement of the pipeline into its own elastic deformation. Note that the bellows mentioned here is not the kind of gas hose, but the corrugated expansion joint commonly used in industrial pipelines, also called corrugated compensator. You asked, "Can the bellows play the role of thermal expansion and contraction?" When it comes time to select the type, the expression of this sentence has to be changed. The accurate statement is that "the bellows can compensate for the displacement caused by thermal expansion and contraction". One word difference, the logic is completely different.
Why can bellows "telescope"? The key is the corrugated design
A corrugation is equivalent to a spring, and multiple corrugations are connected in series, and the overall stiffness is reduced. When the pipe expands under heat, the corrugations are compressed; When the pipe cools and shrinks, the corrugations are stretched. The essence of this process is elastic deformation, so repeated displacement does not destroy the corrugation itself-provided the amount of displacement is controlled within the design range. There is a key parameter here called bellows stiffness. The lower the stiffness, the smaller the reaction force generated when compensating for displacement, and the smaller the thrust on the pipe support. But this does not mean that the lower the stiffness, the better. Too low the stiffness will cause the bellows to become unstable, so it is done when designing.
It is not enough to have ripples alone, and the structure should be selected according to the working conditions
Similarly, the bellows used in different pipes vary greatly. For high-temperature steam pipes and flue gas pipes, the selection is completely different. For example, when corrugated expansion joints are used in power station industry, the basic problem of "whether they can absorb displacement" is not considered, but the comprehensive performance under high temperature, high pressure and large displacement; The metal corrugated expansion joint in cement industry should be wear-resistant and corrosion-resistant, and other materials can't hold it in the dust environment. If the medium is strongly corrosive, it must be lined with PTFE hose or PTFE compensator. Ordinary stainless steel bellows may not last a maintenance cycle under this working condition.
When selecting the model, we can't only look at "can absorb displacement", but also look at fatigue life
The bellows absorbs thermal expansion and contraction repeatedly, and each expansion and contraction produces stress concentration at the trough. The design must be calculated according to the actual number of cycles, and it is not just a general-purpose corrugated expansion joint that can be used. For example, directly buried (fully buried) expansion joint and external pressure single axial expansion joint are optimized structures for specific working conditions, and their fatigue life is not the same order of magnitude as that of ordinary type. The bellows of directly buried pipelines are buried in the soil and cannot be repaired, so the structure must be reliable; External pressure type corrugated pipe bears external pressure, has better stability, and is suitable for high-pressure pipeline. If you choose the wrong structure, the displacement will be absorbed, and the life may only be one tenth of the design value.
Another category is easily overlooked: non-metallic expansion joints
Many people think that only metal bellows can compensate for thermal displacement. In fact, fabric fiber expansion joints and rubber compensators are more flexible in low-pressure and large displacement scenarios. In particular, the rectangular non-metallic expansion joint, which is used on the flue gas pipeline, can not only absorb thermal expansion and contraction, but also isolate vibration and noise, and be corrosion resistant. Why? Because the elastic modulus of non-metallic materials is low, the reaction force generated under the same displacement is small, and it can be made into a rectangular cross section to match the shape of the flue. So back to the question at the beginning, "Can bellows do the role of thermal expansion and contraction?" — the phrase itself implies a presupposition, as if only bellows can do the job. When it comes to the selection stage, you still have to know that in addition to bellows, there are non-corrugated structures such as sleeve pipe expansion joints and rotary compensators that can also compensate for displacement, but the applicable scenarios are different.
Final reminder: Installation and constraints determine whether bellows can function properly
Tie rods, hinges, duplex structures, these are not decorations. For example, the transverse expansion joint of the compound hinge can only absorb the transverse displacement. If you take it hard to carry the axial displacement, the bellows will be scrapped soon. For example, the expansion joint of the large tie rod, whether the screw should be disassembled during installation, and how to adjust the nut, all of which directly affect the compensation effect. Choose the right type, install it in the wrong position, and still have problems. Alas, two days ago, I met a customer who used the double hinge transverse expansion joint as a general-purpose type. As a result, the bellows bulged directly when the pipeline was tested for pressure. Therefore, if the working condition analysis is not in place, it will be useless to change any compensator.
Can bellows play the role of thermal expansion and contraction? The answer is simple: yes, but it also depends on how you choose and install it. Understand this layer, and you won't be led by the parameter table when selecting a model.
Find out first: What is the fatigue life of expansion joints?
The fatigue life of the expansion joint, to put it bluntly, is how many times the bellows can carry the expansion and contraction. With each expansion and contraction, an alternating stress cycle will occur at the trough and peak of the corrugation-the material is constantly pulled over and pressed over, and when it accumulates to a certain extent, cracks appear.
Fatigue life is never determined unilaterally by material grade. It is common for the same SUS304 to have different corrugation geometries and a difference in life by two or three times. Wave height, wave pitch, wall thickness, number of layers, every parameter changes the stress distribution. The displacement form is also a variable-pure axial tension and compression, which is very different from the transverse shear superimposed on the axial direction, and the calculated stress is very different. What about pressure fluctuations? Every time the pressure in the tube fluctuates, there is an additional layer of circumferential stress cycle on the corrugated wall. So you see, although the general-purpose corrugated expansion joint and the external pressure single axial expansion joint are both called expansion joints, one corrugation is swollen by internal pressure and the other corrugation is compressed by external pressure. The stress state is completely different, and the path of calculating fatigue life is naturally different.
What is the reasonable safety factor?
The recommended practice of GB/T 12777 and EJMA is essentially to push down the theoretical fatigue life with a large multiple of the safety factor. The design fatigue curve given by EJMA itself considers about 10 times the safety factor, and GB/T 12777 also follows this set of logic. Why 10x? Because the fatigue test data of corrugated pipe is very dispersed, the life of the same design and the same batch of materials may jump from 800 to 3,000 times after ten tests. The safety factor is used to cover this spread.
However, the safety factor cannot be one-size-fits-all in different working conditions. After the directly buried (fully buried) expansion joint is buried, it is impossible to repair and replace the pipe at all. The failure is an accident, and it is reasonable for the safety factor to be 15 or even 20. Once the high-temperature axial expansion joint exceeds the creep temperature range of the material-for example, 304 stainless steel is above 425℃-the failure mode changes from pure fatigue to creep-fatigue interaction. At this time, it is gambling on your life to take the safety factor of 10 times of normal temperature.
How to take the number of fatigue life? Conversion from design displacement to actual working condition
Many people step on pits at this step. The "fatigue life 1000 times" written on the sample or drawing is calculated based on a specific cyclic displacement. For example: the design displacement is ±20mm in the axial direction, and the life span is 1000 times, which means that it can run 1000 times under ±20mm pure axial displacement. But in the actual pipeline system, where does pure axial direction come from? Thermal expansion and contraction drive the pipe system to swing, and the axial displacement always comes with the lateral displacement.
The transverse displacement is converted into the equivalent axial displacement according to the geometric characteristics of the bellows, and the equivalent axial displacement is obtained after the two are superimposed, and then substituted into the fatigue life curve to check the number of times. Note that the relationship between fatigue life and displacement is not linear-a 10% magnification of displacement may result in a 30% drop in life. This is why the full sample life cannot be used. The corrugated expansion joint in power station industry has to be discounted by 30% or 20%. Because the transverse expansion joint of compound hinge bears the combination of angular displacement, the conversion is more complicated, and the discount range is often larger.
The most overlooked pits in engineering: temperature correction and corrosion margin
If you take the fatigue curve at room temperature to set the flue gas pipe at 400℃, it is basically a gamble with your life. As soon as the material is at high temperature, the yield strength drops, the creep begins to accelerate, the plastic deformation produced by the bellows every cycle is greater, and the crack initiation is much faster than the room temperature.
A general-purpose corrugated expansion joint used in a cement plant has a design temperature of 350℃. The manufacturer has checked the life of 2000 times according to the normal temperature curve. As a result, the bellows cracked in less than 500 cycles after the actual operation reached 420℃. Some people also blame the manufacturer's poor quality-in fact, the problem lies in the user's negation of the temperature correction coefficient. Corrode the environment harder. The flue gas baffle door and the desulfurization flue gas baffle door are sulfur-containing flue gas, and chloride ions and sulfite make pitting pits on the corrugated surface, which are the natural starting points of fatigue cracks. Corrosion and fatigue are superimposed, not 1+1=2, but 1+1=5. In this environment, the safety factor is at least doubled, and with measures such as the heat insulation of the guide tube and the external heat insulation of the corrugated pipe, it can be played.
What is the appropriate number of fatigue life times?
Landing recommendations are in two gears. For conventional pipeline systems, such as thermal pipelines and general chemical pipelines, 70% ~80% of the design life is taken as the allowable cycle number. The sample is marked 1000 times, and you will set the maintenance and replacement cycle according to 700~800 times, leaving a safety margin to cope with the fluctuation of working conditions.
In critical situations or parts where maintenance is difficult, the control line should be pressed lower. The double hinge expansion joint of air-cooled island vacuum pipeline is on a pipe frame tens of meters high, and it is necessary to build a full hall of scaffolding to change it; Once the straight pipe pressure balance expansion joint fails, the blind plate force of the whole pipe system loses balance, and the consequence is chain. Such products are controlled at 50 percent or less of the design life-and replacement plans are required for less than half the life. The reason is simple: the fatigue life itself is a statistical value. Some people are still running when they use 120%, while others leak 60%. You lower the line of control, not conservatively, but to leave uncertainty alive.
How to communicate fatigue life requirements with manufacturers during model selection?
Don't just drop "Give me something that lives longer" and be done. The design engineer of the manufacturer is not a fortune teller. You have to give him at least these things: medium temperature, cyclic displacement (how many millimeters in the axial direction and how many millimeters in the transverse direction, if the measurement is not accurate, give the stress analysis report of the pipe system), cycle frequency (how many times a day to start and stop, how many thermal cycles a year), whether there is pressure fluctuation, and the type and concentration of corrosive medium. In this corrosive environment, sulfide or chloride content should be declared separately.
Only when the parameters are in place can the manufacturer select the safety factor to a reasonable gear, and then deduce the fatigue life times. If you don't say anything, the other party can only match you with a universal corrugated expansion joint according to the general working conditions of "normal temperature, pure axial direction and no corrosion". It looks quite cheap when you get it, and it will be revealed after running two laps on the scene. How to take the safety factor of fatigue life of expansion joint and the number of times of fatigue life of expansion joint? The answer is never in the sample, but in your own working condition data.
Friends who purchase or engage in equipment maintenance have asked this question nine times out of ten: Which non-metallic compensator is good? If you report the model directly, nine times out of ten are unreliable. There are several types of non-metallic compensators. The working conditions are different, and the things you choose can be a hundred and eighty thousand miles away.
First distinguish one thing: what kind of non-metallic compensator are you talking about?
Don't rush to compare the good with the bad, first see which type to install on your pipeline. There are roughly three types of non-metallic compensators common in industrial scenes: fabric fiber expansion joints, rectangular non-metallic expansion joints and rubber compensators. The name all sounds "non-metal", but the structure, material and scope of application are completely different things.
Fabric fiber expansion joint, also called non-metallic expansion joint, is mainly made of multi-layer fiber fabric, sealing material and heat insulation layer. It has good flexibility, can absorb multi-directional displacement, and is especially resistant to high temperatures. Rectangular non-metallic expansion joint, to put it bluntly, is a rectangular cross-section fabric fiber compensator, which is specially used on rectangular smoke duct. As for the rubber compensator, the main body is rubber and fiber reinforced layer, which relies on elastic deformation to reduce vibration and noise, and its temperature and pressure resistance are not as good as the first two.
Therefore, the premise of the question "which non-metallic compensator is good" is which category your working conditions are suitable for. If you choose the wrong type, no matter how good the product is, it will be useless. The rubber compensator is used on the flue gas pipe, and it burns in two months; Fabric fiber expansion joints are used on the water pump connection, and the vibration still cracks the pipe.
Select structure according to working conditions: temperature, pressure and medium determine life and death
Temperature and pressure are hard indicators. Fabric fiber expansion joints can usually hold hundreds or even thousands of degrees of smoke, but their pressure bearing capacity is general, which is suitable for low-pressure and large-diameter pipelines. The temperature resistance of rubber compensator generally does not exceed 100℃, and the pressure can be higher. However, there are oil, acid and alkali, ozone and so on in the medium, and the rubber will age soon.
Therefore, why do we recognize fabric fiber expansion joints in places such as flue gas pipelines, desulfurization systems and dust removal fan outlets? The flue gas temperature is high, the sulfur contains corrosion, and it is accompanied by vibration and displacement. Rubber can't do this work. On the other hand, the rubber compensator is the natural counterpart in places with low temperature but vibration, such as water pump inlet and outlet, chiller and diesel engine exhaust port. Its damping properties are there, and the vibration damping effect is far better than the fabric fiber layer.
Don't ignore installation position and displacement direction
The same equipment, installed at the outlet of the fan and installed at the inlet of the chimney, requires completely different compensators. The air flow at the outlet of the fan is unstable, with radial displacement and certain pressure pulsation; In the section of the chimney entrance, it is mainly axial thermal expansion, and may be accompanied by lateral wind load displacement. If you take a model that only does axial compensation and hard-mount it where you need lateral displacement, it won't take long to tear.
Rectangular non-metallic expansion joints are common in rectangular smoke ducts. At this time, it is not only necessary to look at the cross-sectional size, but also to understand the thermal expansion direction of the equipment. Wherever the pipe goes, the compensator has to be able to absorb displacement in which direction. Circular pipeline, axial or transverse compensation, when selecting a type, your mind should be clear. Is there enough space for installation? Flange connection or plug-in welding? These details must be clearly marked on the drawings.
Look closely at the skin material and the number of layers
The core of the fabric fiber expansion joint is not the metal frame on the outside, but the flexible skin in the middle. The skin is generally divided into several layers: the outermost layer is corrosion-resistant and aging-resistant fiber cloth, the middle layer is heat insulation layer, and the inner layer is sealing layer. How to match the number of layers and how to choose the material all depends on the working conditions.
For example, if the flue gas temperature is 600℃, it is necessary to choose silicon-titanium glass fiber cloth with high silicon fiber, and then reinforce it with stainless steel wire mesh. If the medium contains sulfur dioxide, polytetrafluoroethylene film should be considered as an anti-corrosion layer. Do you want to add the deflector? When there is high-speed dusty airflow inside, the guide tube can prevent the dust from directly washing the skin, but adding the guide tube will occupy a certain circulation area and may cause vibration. Only manufacturers who have done similar cases can get this balance accurately.
When selecting materials, don't just look at the temperature resistance meter. Some skins are marked with a temperature resistance of 800℃. In actual working conditions, the temperature fluctuates greatly, the material expands and contracts repeatedly, and the life span still drops from a cliff. So we have to ask clearly: What are the creep characteristics of this material at long operating temperatures? Have you ever had a fatigue test?
The last thing is to look at the manufacturer
After the first few steps, you already know which structure and material of non-metallic compensator you need. At this time, go to the manufacturer. It is not universal by marking "non-metallic expansion joint". It is the bottom line to make inspection according to JB/T 12235-2015 standard. This standard clearly writes the technical requirements, test methods and inspection rules of non-metallic expansion joints.
In addition to standards, it also depends on whether there are actual cases in the same industry. Those who have done the smoke duct of power station boilers and those who have done the tail of cement kilns have a completely different understanding of the working conditions. You ask him to take out two cases, the acceptance record, the running time and the replacement cycle, and you will know it when you ask.
The price of this thing, put it to the last comparison. The front structure is wrong, the material is low, and it is a hidden danger to buy it back and install it. Which non-metallic compensator is good, you ask? The answer is not the model, but the matching degree-working condition matching, structure matching, material matching, plus a manufacturer that does things according to standards. With all these four things together, the one in your hand is the best.
What role does the deflector play in the expansion joint? Why diameter deviation is more critical than you think
The guide tube inside the expansion joint looked like a cylinder, and many people treated it as an ordinary bushing. However, after working in this line for a long time, you will understand that the diameter deviation of the guide tube directly determines that the expansion energy saving can't run a maintenance cycle safely. The primary task of the guide tube is to divert the flow-allowing the medium to pass smoothly through the inside of the bellows, reducing the impact of turbulence and vortices on the corrugations. Secondly, it separates the high-temperature medium from the bellows to avoid the bellows from being directly heated and overheated. Another function is easy to overlook: the guide tube can hold the impurities and welding slag washed down by the tube wall, preventing these things from getting stuck in the gaps of the corrugations.
Therefore, once the diameter of the deflector is ridiculously deviated, trouble comes. The diameter is large, and the gap between the bellows and the inner wall is not enough. As soon as the bellows are compressed, the guide tube directly presses against the corrugated valley, and it will wear out in a few cycles. The diameter is small, the gap is too large, the medium forms a step at the entrance of the bellows, the scour is intensified, and a trench is cut out of the root of the bellows. Do you say this deviation value is critical or not?
Are there any deflector diameter deviations specified in ASME and EJMA standards? Where do the reference values come from
Looking through ASME Volume VIII directly, it only specifies the wall thickness, fatigue life calculation and pressure test requirements of bellows, and does not give specific table-format values for the diameter tolerance of deflectors. The EJMA (American Association of Expansion Joint Manufacturers) standard also lacks a direct provision for baffle tolerances. When many buyers get the drawings, they ask: What is the diameter deviation of ASME expansion joint guide tube? It is indeed the norm that a single citable number cannot be found on standard text.
But don't rush to conclusions, although EJMA does not give tolerance values, it gives the recommended clearance range between the deflector and the bellows inner diameter in the design chapter. According to the empirical data of EJMA, the unilateral gap between the outer diameter of the guide tube and the inner diameter of the bellows is usually 6mm to 12mm, depending on the nominal diameter. The larger the diameter, the clearance is appropriately enlarged. This gap is pushed back, which is the lower deviation range of the outer diameter of the guide tube. The domestic supporting GB/T 12777 and HG/T 20205 also follow a similar idea, and the design institute and the manufacturer follow this interval by default.
Therefore, in actual engineering, the diameter deviation of the guide tube is usually determined by the way of "inner diameter as the benchmark and controlling negative deviation". For example: DN1000 universal corrugated expansion joint, the inner diameter of the bellows is 1016mm, the outer diameter of the guide tube is about 1000mm, the deviation is controlled from 0 to-3mm, and the bilateral clearance is about 16mm. For the large diameter thick wall expansion joint of DN2000, the gap must be enlarged to more than 20mm, and the deviation of the outer diameter of the guide tube should be relaxed to 0 to-5mm.
How to control the deflector diameter deviation at the manufacturing end? Measurement location, method, and common deviation ranges
The most common process for rolling guide tubes in manufacturing plants is longitudinal welding of coil plates, and the circumferential direction is inevitably ellipticity. Controlling the diameter deviation does not rely on the accuracy of the plate coiling machine alone-the welding deformation is often greater than the coiling error. It is common that the longitudinal seam shrinks after welding, and the radius of the guide tube shrinks by 2-3mm near the weld.
To control the deviation, the measurement position must be standardized. According to the recommendation of EJMA, the diameter of the guide tube shall be measured at the end and the section not less than 150mm from the end, and the average value shall be taken in two mutually perpendicular directions for each section. This method can effectively avoid the interference of ellipticity. In actual production, inner diameter micrometer and auxiliary support rod are commonly used to measure large diameter guide tubes, and attention should be paid to avoid the weld area when measuring.
The common deviation range is generally classified into three grades in the industry: ordinary grade 0 to-5mm, which is used for general flue ducts and low-pressure pipes; Precision grade 0 to-3mm for high temperature axial type expansion joints and corrugated expansion joints for power station industry; Special Grade (Matching Machining) 0 to-1mm for use in rotary compensators, vacuum-specific and other clearance-sensitive occasions. You will know by comparison, what kind of precision equipment and what inspection methods are used, and the corresponding cost is quite different.
If the deviation is too small, the bellows will be stuck, and if the deviation is too large, it will accelerate the erosion and wear-the field case tells you how to choose the range
The high-temperature axial expansion joint of a power plant, DN1400, with a design temperature of 560℃, has obvious wear on the bellows after more than one month of operation. Disassembly and inspection found that the inner diameter of the guide tube was too large by about 8mm, the medium formed a sudden expansion at the outlet of the guide tube, and the dusty flue gas directly washed the corrugated root. The deflector was later remade with a deviation of 0 to-3mm, and the wear problem disappeared.
There is also a case in a chemical plant. The medium is a slurry with particles, and the expansion joint model is a general-purpose corrugated expansion joint. The outer diameter of the guide tube is enlarged by 1.5mm, and it can't rotate when installed at room temperature. When the corrugated tube is compressed during pressure test, the end face of the guide tube directly bends the corrugated valley. After rework and removal, the ellipticity of the guide tube exceeded the standard, and the long axis direction was nearly 5mm larger. The manufacturer re-rolls it and strictly controls the deviation before it is solved. When the two cases are put together, the truth is clear: the deviation should leave enough gaps, but it should not be large enough to form a step scouring. What about that? Select the deviation gear according to the medium properties and working conditions, take the intermediate value for dusty medium, take the small gap for pure medium, and make the inlet chamfer of the expansion joint of high-pressure and high-speed fluid.
When signing the technical agreement with the supplier, the deviation of the guide tube diameter must be written in to avoid discord in acceptance
The following four items are clearly written in the technical agreement, which can save ten quarrels during acceptance.
First, give the benchmark size. Make clear whether the inner diameter or outer diameter of the guide tube is the reference, and indicate the design nominal size and deviation range. Don't just write "conforming to EJMA". EJMA doesn't give a value, and everyone will hold their own opinion when the time comes. Write directly: the outer diameter of the guide tube is D =1000mm, the deviation is 0/ -4mm, and the ellipticity is not more than 1/2 of the diameter tolerance.
Second, specify the measurement method. Note that the measurement position is 150mm from the end face, and each section is measured in two vertical directions, except for the weld area. If it is not written clearly, the supplier will take a caliper on the end face and hand it in for inspection, and the measured data can't reflect the true ellipticity at all.
Third, the gap range is determined. According to the one-sided clearance of 6-12mm recommended by EJMA as the acceptance basis, and specify the maximum clearance limit. This is particularly important-the design time gap is 8mm, and as a result, the guide tube is made 13mm smaller, and the scene looks fine. In fact, the risk of scour has doubled.
Fourth, clarify the end treatment requirements. The inlet end of the guide pipe must be chamfered or rounded, and the outlet end should be burred smoothly. The chamfer radius R shall not be less than 2mm. If conditions permit, the hard surface treatment of surfacing welding shall be done. The reason for writing this one is simple, the outlet end burrs and steps are the starting point of bellows wear.
These items are written into the agreement, so suppliers dare not fool them, and inspectors are worried. If you have signed the contract but have not written these, the factory inspection report requires that the measured data be filled in, and then the gap mark on the final assembly drawing is checked. After this set of actions is completed, you will have a bottom in your heart.
Contact Us
Your consultation and cooperation are always welcome
Company Address
Haian Economic and Technological Development Zone, Nantong City, Jiangsu Province
Contact Number
(+86)13142668488
info@jsbcq.net
Working hours
Monday-Friday :8:00 - 17:30
Saturday :9:00 - 16:00
Sunday :Rest