Specialized in manufacturing compensators, expansion joints, baffle doors
A comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging
Specialized in the production of metal compensator, non-metal compensator, baffle door equipment for 18 years
Product Center
Specialized in manufacturing a variety of high-quality industrial equipment to meet your diverse needs
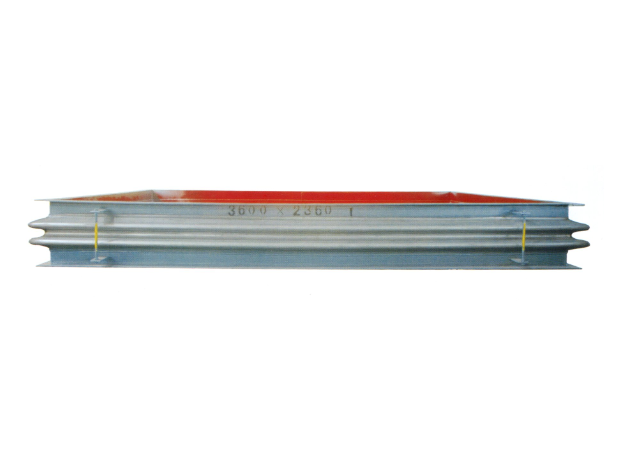
Metal rectangular expansion joint
Product introduction of metal rectangular expansion jointProduct Structure and C...
Learn more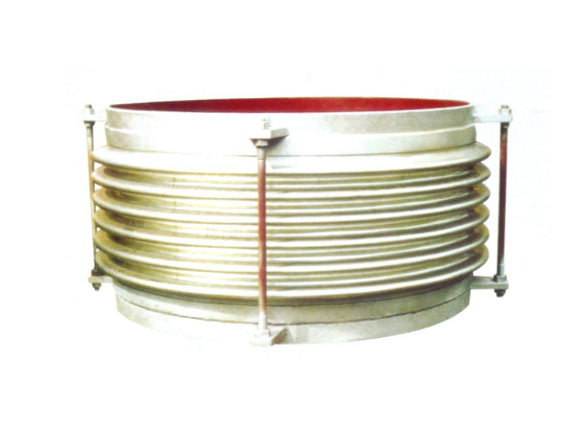
Universal corrugated expansion joint
The universal corrugated expansion joint is a kind of flexible compensation elem...
Learn more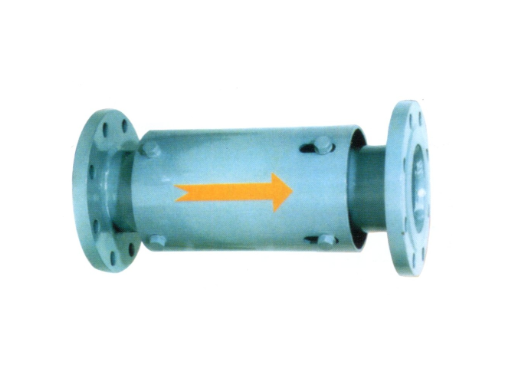
Single axial expansion joint
I. Structural compositionThe single axial expansion joint is mainly composed of ...
Learn moreCompensator, baffle door equipment · One-stop service process
From consultation to installation, we offer a full range of professional services
Consultation needs
The professional team will provide you with detailed product consultation and technical support to understand your specific needs
Scheme design
Provide personalized product design according to your specific needs to ensure the best solution
Manufacturing
Adopt advanced production equipment and technology and strict quality control to ensure excellent product quality
Installation and commissioning
Professional technicians provide on-site installation and commissioning services to ensure the normal operation of the equipment
About Us
Nantong Chuangxin Machinery Co., Ltd. is located in the plain of central Suzhou, close to Nantong and Ningjingyan Expressway with convenient transportation, and less than 2 hours drive from Shanghai, Suzhou, Wuxi, Nanjing and other large and medium-sized cities.
The company is a comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging. The company has successively communicated and cooperated with the National Cement Research Institute and the general contractor!
The company's main products are metal compensator (expansion joint), non-metal compensator (expansion joint), baffle door and other series products, providing excellent and cheap complete sets of equipment for the majority of users at home and abroad.

NEWS
Stay up-to-date with company and industry updates
Desulfurization metal expansion joint maintenance, don't wait for leakage before thinking of changing
Why does the expansion joint in the desulfurization system break faste...
What kind of compensator is the semi-circular metal expansion joint?
When many people hear the name "semi-circular metal expansion joint" f...
Metal full-height expansion joints: how is large displacement compensation done?
What exactly is a metal full height expansion joint?Don't rush to make...
Pump coupling metal expansion joint can't be used? Most of the problems lie in the selection and installation
What is the metal expansion joint of pump connection exactly? First di...
How to calculate the weight of flange metal expansion joint? Don't just stare at the nameplate
What parts are the flange metal expansion joint weight put together?Fl...
Design Calculation of Metal Expansion Joint: Firstly, the parameters of working condition are thoroughly understood, and then the type selection is discussed
Over the years of designing and calculating metal expansion joints, I ...
Frequently asked questions
Answers to your frequently asked questions about compensators and baffle doors
Two days ago, at the power plant site, the old master pointed to a huge rectangular pipe and told me: Install this non-metallic expansion joint, and be careful not to scratch the fabric layer. I was stunned for a moment-the non-metallic expansion joint he was talking about clearly said "non-metallic compensator" on the drawing. The same thing, two names, and that's just the beginning. Later, I discovered that this thing has a bunch of aliases in the industry: fabric fiber expansion joints, flue compensators, non-metallic flexible joints... Let's just figure this out today.
The "compensator" and the "expansion joint" are originally the same thing
Why does the same thing have so many names? In fact, the root is that the words "compensator" and "expansion joint" are the same thing. Just like people have big names and nicknames, pipeline flexible compensation equipment also has two official names. Not to mention, by structure, there are also rectangular non-metallic expansion joints, a variant specifically used on rectangular flues. When customers call to inquire, eight out of ten say "I want non-metallic expansion joints", and the remaining two say "non-metallic compensator", but when it comes to the drawing, it may say "fabric fiber expansion joints" again-because its main body is indeed superimposed and pressed from high silicon fiber cloth and fluororubber coated cloth.
It's not the same thing as a metal hose
One of the most confused purchasers I've ever seen came to me with the drawings, said they needed a "soft connection" and asked me if it was a metal hose. It was immediately apparent that he had confused a non-metallic compensator with a metal hose. Metal hoses are corrugated pipe structures, which are resistant to high pressure, while non-metal compensators rely on fabrics and flexible materials to absorb displacement, which are resistant to high temperatures and corrosion, but have weak pressure bearing capacity. They are like raincoats and jackets. They can both block water, but they are actually used in two ways. In the flue ducts of power stations, cement plants and desulfurization systems, non-metallic compensators are the protagonists.
Where did the "flue compensator" come from? Because the flue gas baffle door and desulfurization flue gas baffle door are equipped with non-metallic compensators nine times out of ten. The flue gas coming out of the boiler is hot and contains sulfur, and the metal bellows can't bear the corrosion at all, while the non-metallic materials are like fish in water. The old masters were too lazy to say the full name, so they shouted "flue compensator" directly. The new technicians were confused when they heard it: Is this the same thing as non-metallic compensator? Yes, that's it. There is also one called "non-metallic flexible compensator", which emphasizes its flexible characteristics, but it is actually the same thing.
The name "fabric fiber expansion joint" is shouted loudest in the workshop
Let's talk about the term "fabric fiber expansion joint". In the production workshop of non-metallic expansion joints, the most conspicuous thing is the layers of fabrics-glass fiber cloth, polytetrafluoroethylene film and aluminum silicate cotton felt. The old master looked at these materials and casually shouted "fabric fiber expansion joint". This name is also recognized in the standard. JB/T 12235-2015 is the national standard for non-metallic expansion joints, which clearly defines it as a flexible compensation device. So when you hear "fabric fiber expansion joint", don't doubt it, it's the brother of the non-metallic compensator.
With so many names, these are the ones that you really need to report clearly when placing an order
After all, there are so many names, but when you want to buy it, you have to clarify the key parameters: diameter size, pressure, temperature, medium, displacement, and whether it is circular or rectangular. Because the structural details of rectangular non-metallic expansion joints are different from those of circular joints, the installation methods are also different. Don't just say "I want a non-metallic compensator", that's not saying it.
The next time you hear someone shout "flue compensator" or "fabric fiber expansion joint", you will know what kind of thing he is referring to-non-metallic, flexible, high-temperature resistant, specialized in thermal expansion and contraction of smoke and air ducts. If you are still unsure, just throw the working condition parameters over, and let's smooth them out together.
Causes of Metal Expansion Joint Deformation? Don't wait for the pipeline to tear to find an answer
Two days ago, I met an old customer, who called and said that there was an abnormal noise in the expansion joint bellows in the power plant, like something scraping in the pipe. The inspector dared not get too close for fear of something going wrong. When the machine was stopped and disassembled, the bellows had already bulged a bag, and there were still a few fine cracks at the folds. If you delay it for another two days, the whole pipeline will have to be changed.
The deformation of the metal expansion joint is really not a small problem. Many people think that it is just a soft connection, which can be bent and stretched. When they see that something is wrong, it is often too late. Let's get it straight. Why does it deform? What should I do if I see the deformation?
Find out first: What exactly does the expansion joint deformation look like, is it bulging, twisting or flattening?
Deformation is not a single kind, there are three common types:bulge(Local bulge, like a tumor),Twisted(The axial twisting force is crooked),flattening(radially recessed). Bulging mostly occurs at the peak of the bellows, which happens when the medium pressure exceeds or the wall thickness of the bellows is corroded and thinned. The distortion is mostly due to the lateral displacement exceeding the design value, or the pipeline system does not make a reasonable guide bracket. Flattening, basically, the external pressure is regarded as the internal pressure in vacuum conditions, or it is smashed by external force during installation.
There is also a hidden deformation called "instability"-the bellows looks like there is no obvious bulge, but the wave distance is uneven. Some waves are close to each other, and some waves can be pulled away. This is the most insidious, because it can't be seen on the outside, but the fatigue life has been greatly reduced.
One of the culprits: the hidden danger left during installation-the cold tightening was not done correctly and the tie rod was not removed
Let's play back the most common metamorphosis cases. A steam pipeline in a chemical plant is equipped with a general-purpose corrugated expansion joint. Less than two months after operation, the corrugated pipe is twisted. The manufacturer sent someone to take a look, and the problem was there: the cold tightening amount was simply not enough during installation, and the pre-stretching was not pulled enough. As soon as the pipeline heated up, the expansion joint directly received the compression limit.
Another high-frequency operation error is that the tie rod is not disassembled. Some expansion joints with tie rods, such as double hinge transverse expansion joints, the tie rods are used for transportation protection when they leave the factory, and must be loosened or adjusted according to design after being installed in place. Some construction teams find it troublesome, or don't understand it at all, so they directly fix the tie rod with nuts in place. As a result, the displacement of the pipeline was not absorbed, and it was all on the bellows, so it was strange that it did not deform.
To go a little further, many scenes are now usedExternal pressure single axial expansion jointTo absorb large axial displacement, the stability of this structure itself is good, but if you don't pay attention to the distance between the flow sign and the guide bracket when installing, it will still give you a look.
The second culprit: the invisible killer of media and working conditions-overtemperature, corrosion and water hammer can't escape
Changes in operating conditions are the ones that are most often overlooked. You think the design temperature is 300℃, but it soars to 350℃ in actual operation. The allowable stress of bellows material falls straight down, so it's weird that it doesn't bulge. There is also corrosion. The sulfide in the flue gas pipe is dilute sulfuric acid when it meets condensed water. The corrosion rate of stainless steel bellows in this environment is more than ten times higher than that in the air. To withstand this environment, you have to rely on non-metallic expansion joints or PTFE-lined metal hoses to support it.
Water hammer This problem is especially common on steam pipes. Condensed water accumulated in the pipes, and when the steam came, the water was pushed away and slammed into the elbow or expansion joint. This impact load is not constant, but the instantaneous pressure can reach several times the normal operating pressure. Once or twice is fine, but more times, the trough position of the bellows will produce micro-cracks.
By the way, if the medium is powder or slurry with particles, the role of the guide tube is very critical. The guide tube can prevent the particles from directly washing the bellows, but many projects save the guide tube in order to save costs. As a result, the bellows is worn out, and then the whole becomes unstable and deformed. This account is really not cost-effective after calculation.
The third culprit: the design selection is not well matched-the rigidity and fatigue life of corrugated pipe are not determined by patting the head
The selection is the most controversial. Some people think that the expansion joint can be connected, and the more bellows layers, the better. That's really not the case. The stiffness and fatigue life of bellows are a pair of contradictions. If the stiffness is small, it will easily deform and become unstable, while if the stiffness is large, it will not absorb the displacement. The design of each expansion joint has a strict calculation basis, including compensation amount, pressure level, temperature, media characteristics and number of cycles. You take a general-purpose corrugated expansion joint with a design life of 1,000 times and use it in a system that starts and stops once an hour, and it will be scrapped for you in three months.
Let's talk about the choice of pressure balanced expansion joint. If the pipeline pressure is high and the axial displacement is large, the straight pipe pressure balance expansion joint is a safe choice, which can balance the internal pressure thrust and reduce the thrust on the fixed bracket. However, some people try to save money and use ordinary axial expansion joints to carry the pressure and thrust, and finally the bellows and bracket suffer together.
What to do after transformation? Can it be fixed? Or just change? How to prevent it next time?
Bulge, crack, bellows perforation, no repair, new one。 If the twist is not serious, if it is just the wrong adjustment of the tie rod, you can re-adjust the tie rod nut to see if the bellows can be restored. But to be honest, once the permanent plastic deformation occurs, the fatigue life of the bellows has been greatly reduced, and even if the shape is coming back, the heart is not at ease.
Then how to prevent repeat offense when changing? Three words: depending on the working conditions. Check the cold tightness before installation, find out whether the tie rod is for transportation or function, and check the guide bracket spacing. During operation, attention should be paid to the abnormal working conditions such as over-temperature, over-pressure and water hammer. Don't just look at the appearance during regular inspections. Use a flashlight to check the bellows trough for salt, rust or cracks-these things look inconspicuous from the outside.
In the procurement process, make the working condition parameters clear, and let the manufacturer help you choose the model. For example, the corrugated expansion joint in the power station industry and the corrugated expansion joint in the cement industry have completely different working conditions. The former should carry the creep temperature and pressure cycle of the main steam, while the latter should prevent the erosion and erosion of high-temperature dust. Choosing the right type is much more important than remediation after the fact.
The metal expansion joint is not a display on the pipe, it is the breathing joint of the pipe. Its deformation is that the pipeline system is sending a distress signal with its body. Don't ignore it, let alone wait for the pipeline to rip to find an answer.
Many customers always feel that the compensator is installed once and for all. Especially the non-metallic compensator (also called fabric fiber expansion joint), because it doesn't look "tough" like the metal corrugated expansion joint, it feels delicate and easy to break. In fact, on the contrary, the maintenance difficulty of non-metallic compensators is not technical, but that you don't use the right method.
"How to maintain non-metallic compensator?" This question, our after-sales engineers have to be asked hundreds of times a year. Today, I disassembled it and crumpled it to make it clear. Each one is the experience hammered out in the actual project.
Find out the structure of non-metallic compensator first, then talk about maintenance
If you don't even know what layers it consists of, maintenance is busy. The non-metallic compensator is not a whole cloth sleeve, it is a flexible joint made of multiple layers of different materials, and mainly depends on the skin to absorb thermal displacement and vibration. Common structures include:
- Skin (non-metallic band)— — The outermost sealing layer, usually glass fiber cloth coated with fluororubber, silicone rubber or polytetrafluoroethylene, depends on it for temperature resistance and corrosion resistance.
- Thermal insulation-The interior is filled with ceramic fiber blanket or glass wool, which is used to block high temperature and protect the skin.
- guide tube— — Install inside the pipeline to guide the flow of media and avoid high-temperature airflow directly washing the skin. This is the same as the guide tube of the metal expansion joint.
- Flange plates and bolts— — Metal parts that press the skin against the pipe flange, by which standard non-metallic expansion joints are installed.
So what is the nature of maintenance? Is to protect the skin, keep the seal, and prevent the bolts from loosening. You remember the structure in your mind, and you will naturally understand it later.
Where to look for daily inspections? Focus on checking these parts
Inspection is really not difficult, just see with your eyes. It is suggested that in the order of "from the outside to the inside", more than a dozen compensators on a pipeline can be checked once in half an hour.
First Lookskin surface。 Any bulging, delamination, cracking, scratching? The most common injury is abrasion-dust particles, driven by airflow, sand the skin like sandpaper. If the outer fiberglass cloth is found to have broken yarns or exposed yarns, it means that the skin has begun to deteriorate.
Second Lookflange bolt。 This one is the easiest to overlook, but goes wrong the most. Under the temperature change of non-metallic compensator, the thermal expansion and contraction of bolts produce stress relaxation, which has to be tightened once in one or two months. You try the wrench one by one. If you can twist it half a turn, even if the torque is insufficient.
Third Lookguide tube。 Extend a flashlight from the entrance of the compensator and shine it in to see if the guide tube is curled and fallen off. Just two days ago, a cement factory customer reported that the compensator was hot. When he disassembled it, he saw that half of the guide tube was burned through, and the flue gas was sprayed directly on the skin from the gap. It was found that the insulation layer of the whole pipeline would have to be scrapped a few days later.
Remember, the skin is a consumable and can be replaced if it is broken. However, if the deflector and the insulation layer are broken, it is a systemic problem, and the maintenance cost is completely different.
The timing of cleaning and replacing non-metallic compensator
The topic of cleaning is quite controversial in the industry. Here is my view:If you can not wash it, don't wash it. Don't clean the dust.
Why? Once the surface coating of non-metallic skin is corroded by chemical cleaning agent, the sealing performance is degraded directly. Are the solvents you use to remove oil or rust? How much acidity and alkalinity? Don't be smart until the manufacturer gives advice.
If the dust accumulation is too thick and affects the heat dissipation, just purge it with dry compressed air, control the pressure within 0.2MPa, and keep a distance of more than 30cm from the skin. If there is really oily stain, brush lightly with a soft bristle brush dipped in neutral soap, then quickly rinse with clean water and air dry, and the process is controlled within 10 minutes.
So when should I change it?Penetrating cracks or air leakage in skinSwitch it directly without discussion. If only the surface coating is powdered, it can last another month or two, but there must be a replacement plan. There is a rough empirical figure for reference: the skin life of non-metallic compensator is about 3~5 years under normal temperature flue gas conditions; Under the high temperature above 300℃ or the working condition containing sulfur and alkali, the service life is shortened to 1~2 years. This is not said by patting the head, but summarized with reference to JB/T 12235-2015 standard and a large number of engineering cases.
Maintenance Myth: These Actions Can Instead Damage the Compensator
The following operations are the "negative teaching materials" seen repeatedly at the after-sales site.
Myth#1: The tighter the bolts are tightened, the better.The skin is sealed by the uniform pressure of the pressure plate. If you tighten the bolts on one side, the pressure plate is warped, and the other side leaks. The correct method is to pre-tighten diagonally several times, and finally tighten it uniformly with a torque wrench. The torque value refers to the requirements of the installation drawings.
Myth 2: If you find small cracks, use glue to mend them.Not only does this fail to restore the mechanical properties of the structure, but the solvent in the glue will further damage the skin coating. Many customers take structural glue on them by themselves, and as a result, the cracks get bigger and bigger.
Myth 3: Ignore maintenance during system downtime.When the machine is shut down, the residual medium in the pipeline (especially sintering flue gas and desulfurization slurry) will crystallize or corrode the skin inside the compensator. If the machine is shut down for more than one week, it is recommended to open the drain outlet to drain the accumulated liquid, and purge it with low-pressure steam if necessary.
To add, a non-metallic compensator cannot be used as a pipe support point. In some sites, in order to save supports, the weight of the pipeline is pressed on the compensator, and the skin is overloaded every day, and its life is more than halved.
Maintenance cycle and record management under different working conditions
There is no uniform standard for maintenance cycle, it depends on your operating environment. We usually divide our customers into three categories:
- Normal operating conditions(The temperature is lower than 200℃, the medium is non-corrosive and dust-free): Inspect once a quarter, and tighten the bolts once every six months.
- bad working conditions(High temperature and high dust, or containing acid, alkali and sulfur components): Inspect once a month, and tighten the bolts every quarter. Under this working condition, the surface temperature of the skin is measured with an infrared thermometer, which is much more reliable than hand touch.
- Extreme operating conditions(For example, near the desulfurization flue gas baffle door and the smoke exhaust system of the power station): See it once a week, focusing on observing whether there are any traces of acid dew point corrosion. By the way, the skin material of the non-metallic compensator in the desulfurization system must be acid-resistant fluororubber coating, otherwise it will be useless no matter how diligent the maintenance is.
Records management, don't bother. Each compensator establishes an independent ledger, which contains three lines: installation date, problems found in previous inspections, and details of replacement parts. With two or three years of data, you can find out the loss law of the compensator on your pipeline and prepare the wearable parts in advance.
To put it bluntly, the answer to the question "how to maintain non-metallic compensators" is twelve words:Understand structure, check frequently, do not move, keep records。
Although this article is about maintenance, if you encounter problems at the selection or installation level, don't shoulder it yourself. Whether the compensator can live long or not is decided from the day of selection and installation. If you are unsure of the specific working conditions, talk to the manufacturer's technical support directly, which is much more efficient than thinking about it on the spot.
Those who do pipeline design and equipment procurement have asked nine times out of ten: Which non-metallic compensator is the best?
This question cannot be answered in one sentence. Non-metallic compensator is not a "universal artifact". It is a general name for a class of products, and there are several kinds below. You pick the wrong type, and it's all trouble behind. Let's break up the key points one by one and explain them clearly. After reading it, you will know in your heart.
First distinguish the types: fabric fiber, rubber, PTFE, it is not the same thing at all
Non-metallic expansion joints (also called fabric fiber expansion joints) are usually covered with glass fiber and ceramic fiber, which have outstanding high temperature resistance and large compensation, so they are especially suitable for working conditions such as flue gas and dust. When you go to the inlet and outlet of the desulfurization tower and the pipelines near the chimney, you basically use this kind of pipeline.
The rubber compensator is different. It is good at vibration reduction and displacement absorption, and can help you isolate the vibration of pump and fan. However, its temperature and pressure resistance are limited. If the temperature exceeds 100℃, you have to weigh it, and it can't stand it even if the pressure is high.
There is also rubber PTFE compensator, which takes into account both anti-corrosion and flexibility, and is more used in acid-base medium pipelines. PTFE compensators also do this, which is more resistant to corrosion.
So you see, marking "non-metallic" doesn't mean omnipotent. Choose the type according to the working conditions first. This step is wrong, and no matter how much money you spend later, it will be in vain.
Look at the working condition parameters: temperature, pressure, medium, none can be missed
The core of choosing a non-metallic compensator is actually how to match the skin material layer. How to match the skin is completely determined by the working conditions.
How much is it resistant to temperature? Is it continuous or intermittent? Is the medium containing sulfur, acid and alkali or dust? Is the pressure negative or positive? With one less of these parameters, manufacturers can only guess according to experience. If you guess right, it is luck, and if you guess wrong, there will be smoke at the scene.
Take an example. The non-metallic expansion joint behind the desulfurization flue gas baffle door is located in a wet and acid environment, and there is a risk of condensation. At this time, the skin has to consider acid corrosion resistance and waterproof penetration. If you move the parameters of the corrugated expansion joint used in the power station boiler or cement kiln, copy it and use it directly, it will probably not last long.
Will the skin be deflated? Some on-site expansion joints are obviously good, but when the negative pressure is large, the skin is directly attached to the internal guide tube, and the wear is aggravated, and it leaks soon.
How to determine the compensation amount and installation size? Don't just look at caliber
The biggest advantage of non-metallic compensator is that it can compensate in multiple dimensions-it can absorb in axial, transverse and angular directions. However, how much it can be compensated is directly related to the structural form and the number of fiber layers.
In the same DN500 circular pipeline, some non-metallic expansion energy saving absorbs 50mm axial displacement, and some can only absorb 20mm. The gap lies in the number of skin layers and the internal structure design.
Rectangular flues generally use rectangular non-metallic expansion joints, while circular pipes use circular structures. This is not difficult to understand, but many people stumble on the installation size.
For example, if the direction of the guide tube is installed backwards, or the flange spacing is not enough according to the drawings, it will be hard-pulled and hard-pulled when installed, and most of the compensation amount will be consumed in the installation stage. Equipment life is directly discounted-it is not that the product is not working, it is that you have installed it incorrectly.
See execution standards and production processes
There is a national standard for non-metallic expansion joints, JB/T 12235-2015, which has clear requirements from materials, welding, inspection to factory test. Products with standard constraints, at least the bottom line is there.
However, the implementation of the standard has to be seen by the eyes. When you get the product, check whether the skin has a cut-proof layer, which protects the skin from scratches during transportation and installation. Then look at whether the flange surface is flat and whether the bolt hole spacing is accurate-these details can be judged with the naked eye.
Skin strength and sealing are not done enough, which is often reflected in these small places. The national standard is not a bondage, but a protection. Products with no standard constraints mostly cut corners out of sight.
Calculate the comprehensive cost: not the cheaper the better, nor the more expensive the more insured
When you buy a non-metallic compensator, you are buying the compensation capacity, not a bunch of metal frames. It is really cost-effective to have no leakage and worry-free maintenance for two years after installation.
I met a customer two days ago, and I bought a non-standard product cheaply. It cracked in less than a maintenance cycle. Not to mention the replacement, it also delayed the production. The loss of a day's downtime is much more than the small purchase fee saved.
Procurement cost + maintenance cost + downtime loss. Put these three items together, and you will not panic when you compare the quotes.
After all, which is the best non-metallic compensator? Suitable for your working conditions, produced according to national standards, and the details can stand to be seen, is the best.
Starting from the name of the industry: What is the relationship between compensator, expansion joint and telescoper?
"Is this expansion joint just a telescoper? Can I use a sleeve type instead of a corrugated one?" In fact, in the field of pipe compensation,Compensator and expansion joint are basically the same thing-You see, article 14 of the question and answer on our site also states that expansion joints and compensators actually refer to the same type of equipment in industrial piping systems. But the word "telescoper" is a little ambiguous. In some old drawings, the sleeve compensator is called a telescoper, and some on-site masters collectively refer to all the telescopic tubes as telescopers. So technically speaking,Compensator (expansion joint) is a collective termWhile scaler is more of a colloquial common name, often referring specifically toSleeve type or packing box type。 Don't underestimate this detail. If you choose the wrong model, the pipe may collapse directly when installed.
Classification by material and structure: metal corrugated, rubber, non-woven, sleeve type, what are the characteristics of each?
In the product list on our site, there are dozens of kinds of light expansion joints. Such asUniversal corrugated expansion joint、High temperature axial expansion joint、directly buried expansion joint、External pressure single type axial type…These are metal bellows, which absorb displacement by the elastic deformation of the corrugations. rubber compensator andRubber PTFE compensatorRelying on the flexibility of rubber, it is suitable for scenes with low pressure, large displacement and vibration reduction, such as fan import and export.Non-metallic expansion joint(also called fabric fiber expansion joint) is resistant to high temperatures and corrosion, which is common in flue gas pipelines.Sleeve type pipe expansion joint(that is, the telescoper in some people's mouths) is compensated by the sliding of the inner and outer sleeves. The pressure is high and the axial displacement is large, but the sealing ring is easy to age. AndRotary compensator、Curved tube pressure balance typeThese are specific to operating conditions. At the end of the day, there is no universal compensator, only matching selection.
What to look at when choosing a model? Temperature, pressure, displacement, and medium must not be missing
You use a rubber compensator on the steam pipe? As soon as the high temperature of several hundred degrees goes up, the rubber is directly carbonized. So the high temperature pipeline has to beHigh temperature axial expansion jointOrExternal pressure single type axial type。 If it is desulfurization flue gas, which is highly corrosive, it must bePTFE-lined hoseOrPTFE compensator。 The direction of displacement is also very critical-axial displacement menu, transverse displacement selectionCompound hinge transverse typeBoth axial and transverse,Straight pipe pressure balance typeOrDouble straight pipe bypass pressure balance typeMore appropriate. Don't forget that there arebaffle doorAndIsolation doorSuch ancillary equipment, such asFlue gas baffle door、Round flapper door、Electric plug-in insulation doorThey work with a compensator, but have completely different functions. When selecting the model, fill in the working condition parameters clearly, and don't pat your head.
Don't step on the pits of installation and maintenance
Many people think that the compensator can be installed, but it leaks within two months. There are three common problems: First, the transportation screw was not disassembled before installation-the expansion joint will be fixed by a screw in order to prevent transportation deformation when it leaves the factory, and it must be disassembled or adjusted according to the instructions after installation. Article 13 Q&A specifically talks about this matter. Second, cold-tight pre-stretching was not done, especially high-temperature pipelines, which were not pre-stretched during installation and cracked during operation. Third, the direction of the guide tube is reversed. It is mentioned in the seventh question and answer that the function of the guide tube is to prevent the medium from washing the ripples, and the direction of the arrow must point to the flow direction of the medium. And the packing gland of the sleeve-type telescoper can't be screwed too dead, otherwise the sliding resistance is large and can't be compensated. In terms of maintenance, the rubber compensator should be checked for aging cracks in about three years, and the fatigue life of the metal bellows should be paid attention to. For details, please refer to Article 18 Q&A.
Summary: Different names, the same core functions, but the specific products should be carefully looked at
Back to the original question —Is a compensator the same as a telescoper?Functionally speaking, they are all devices that absorb the thermal displacement of pipelines and reduce vibration and noise, which can be equated. However, when it comes to the procurement link, you report the "telescoper" to the manufacturer, and the other party may give you the sleeve type; You quote "compensator", and the other party may give you bellows. Therefore, it is recommended to clarify the product type directly: for example, "I need an axial corrugated expansion joint with DN200, PN16 and a compensation amount of ±50mm", or "Give me a non-metallic fabric compensator with a temperature of 350℃ and a smoke environment". In this way, you can't go wrong, and you can quickly match the most suitable one from the 29 products on our site. If you are not sure, just throw the working condition parameters over, and we will help you choose-we do this every day, which is more reliable than you patting your head.
Contact Us
Your consultation and cooperation are always welcome
Company Address
Haian Economic and Technological Development Zone, Nantong City, Jiangsu Province
Contact Number
(+86)13142668488
info@jsbcq.net
Working hours
Monday-Friday :8:00 - 17:30
Saturday :9:00 - 16:00
Sunday :Rest