Specialized in manufacturing compensators, expansion joints, baffle doors
A comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging
Specialized in the production of metal compensator, non-metal compensator, baffle door equipment for 18 years
Product Center
Specialized in manufacturing a variety of high-quality industrial equipment to meet your diverse needs
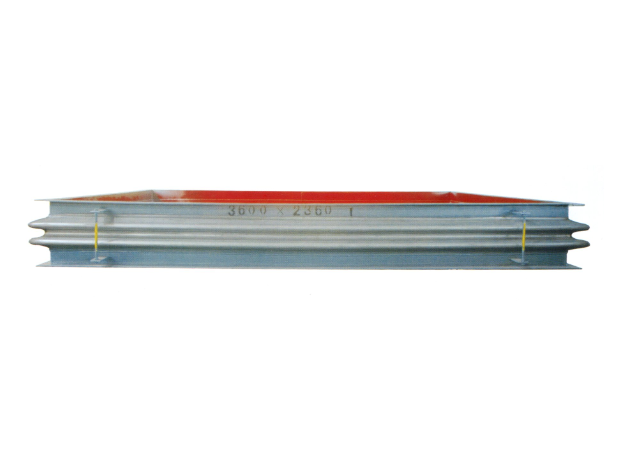
Metal rectangular expansion joint
Product introduction of metal rectangular expansion jointProduct Structure and C...
Learn more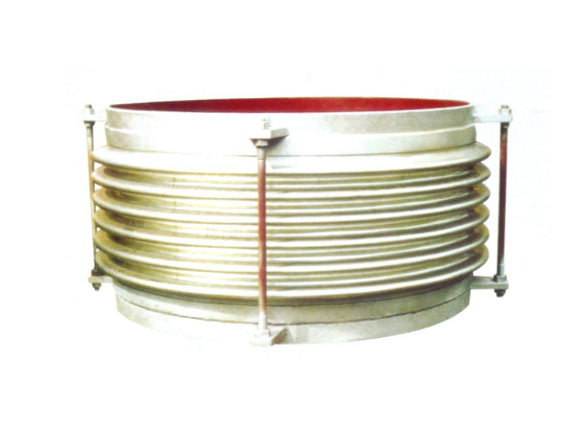
Universal corrugated expansion joint
The universal corrugated expansion joint is a kind of flexible compensation elem...
Learn more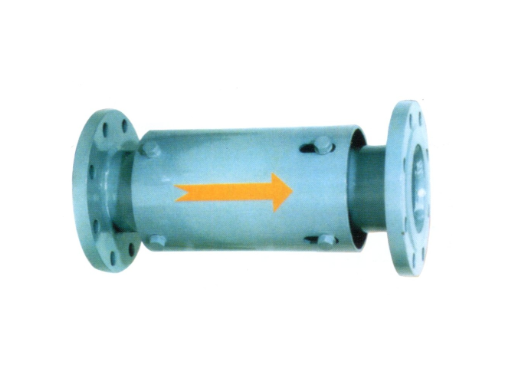
Single axial expansion joint
I. Structural compositionThe single axial expansion joint is mainly composed of ...
Learn moreCompensator, baffle door equipment · One-stop service process
From consultation to installation, we offer a full range of professional services
Consultation needs
The professional team will provide you with detailed product consultation and technical support to understand your specific needs
Scheme design
Provide personalized product design according to your specific needs to ensure the best solution
Manufacturing
Adopt advanced production equipment and technology and strict quality control to ensure excellent product quality
Installation and commissioning
Professional technicians provide on-site installation and commissioning services to ensure the normal operation of the equipment
About Us
Nantong Chuangxin Machinery Co., Ltd. is located in the plain of central Suzhou, close to Nantong and Ningjingyan Expressway with convenient transportation, and less than 2 hours drive from Shanghai, Suzhou, Wuxi, Nanjing and other large and medium-sized cities.
The company is a comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging. The company has successively communicated and cooperated with the National Cement Research Institute and the general contractor!
The company's main products are metal compensator (expansion joint), non-metal compensator (expansion joint), baffle door and other series products, providing excellent and cheap complete sets of equipment for the majority of users at home and abroad.

NEWS
Stay up-to-date with company and industry updates
What is the difference between M-type and N-type rectangular non-metallic compensator? Understand structure, selection and applicable scenarios in 3 minutes
First, let's find out a question: Why do nonmetallic compensators have...
How to choose, install and maintain the non-metallic compensator for denitrification flue? A hands-on guide
1. How "tricky" is the working condition of denitrification flue? Unde...
Flanged non-metallic compensator with drainage hole: The hurdle of flue gas pipe really has to be overcome by it
Where is this hurdle? — — What practical problems have been solved by ...
Selection and Installation of Metal Axial Expansion Joint: Don't Let Pipeline "Hard Carry"
Metal axial expansion joints first understand-it sucks axial displacem...
Guide for Selection and Installation of Metal Expansion Joints for Steam Pipelines
Why is steam pipe inseparable from metal expansion joint? -Thermal dis...
Metal Sleeve Expansion Joint: Not Bellows Can Even Compensate, How Does It Do It?
It's also compensation. What is the difference between sleeve type and...
Frequently asked questions
Answers to your frequently asked questions about compensators and baffle doors
How harsh is the working environment of a high temperature expansion joint? The bellows itself can't carry it
Tell me the truth. Two days ago, the equipment supervisor of a cement plant called me and said that the expansion joint on their kiln tail flue cracked in less than four months. I asked him did you make castables? The other party was stunned for a moment. "You still need castables? Isn't the bellows able to withstand high temperatures?"
The flue gas temperature is often 800℃-1100℃, and some even rushes to 1300℃ instantaneously. There are also a lot of dust and corrosive gases (SO₂, NO₂) trapped in the medium. The stainless steel materials used in the bellows itself, such as 304 or 316L, will experience carbide precipitation, intergranular corrosion and cliff-like decrease in strength under long-term high temperature-this is called high-temperature failure. Even if you use a nickel-based alloy like Inconel 625, the surface temperature exceeds 650℃ and you have to stop.
Streaking bellows are consumables under high temperature conditions. What about that? It must be dressed with a piece of "armor"-castable.
The first layer of protection of castables: thermal insulation to prevent high temperature failure of corrugated pipes
Castables are first and foremost thermal insulation. Its thermal conductivity is typically between 0.3-0.8 W/m K, while the thermal conductivity of corrugated stainless steel is above 15 W/m K. What's the meaning? Castables can block most of the heat radiation and heat conduction. For example, we giveCorrugated expansion joint for power station industryWhen designing castables, the inner surface temperature should be controlled below 200℃, so that the yield strength of bellows can be maintained at the design value.
At the expansion joint at the outlet of the induced draft fan of a thermal power plant, the temperature of the outer wall of the bellows before castable was 480℃, and after 80mm thick lightweight mullite castable was placed, the outer wall dropped to 180℃. The lifespan has been pulled directly from 9 months to 5 years and still hasn't broken. Thermal insulation can't pass, and the rest is all nonsense.
The second layer of protection: diversion and anti-scour, blocking the wear of high-speed dusty airflow
You think only the heat is the killer? High-speed dusty airflow is the real "taking your life". The flow rate of the air duct on the cement production line is often 18-25m/s, which is mixed with clinker particles. When that thing hits the bellows, it is like sandblasting. The geometric structure of the peaks and valleys of the bellows itself is a "ash nest", and the dust accumulates in the valleys and rubs them repeatedly, and wears them out quickly.
After the castable is hit, a smooth flow channel will be formed on the inner side, without groove dead angles, and the airflow will pass smoothly. At the same time, the wear resistance of castable is 3-5 times that of ordinary carbon steel (high aluminum castable, Mohs hardness above 7). OurMetal Corrugated Expansion Joints in Cement IndustryBefore leaving the factory, the diversion design is done, but the diversion tube plus castable is the double insurance-the diversion tube blocks most of the frontal impact, and the castable fills the gap to prevent vortex erosion.
Think about it, if you don't hit castable, how fast will the bellows be worn out at the crest? We have measured that the unprotected bellows perforates in an average of 3 months at the outlet of the cement mill. After beating the castable, carry it for at least two years.
The third layer of protection: structural support and anti-corrosion, isolating corrosive media from the bellows
Acidic condensation in high-temperature smoke is a hidden killer. In some projects, the temperature drops below the dew point after the furnace is shut down, and SO₃ and water vapor combine to form sulfuric acid, which adheres to the inner wall of the bellows. Stainless steel is most afraid of chloride ions and concentrated sulfuric acid, pitting corrosion and stress corrosion cracking follow one after another. Castables are alkaline or neutral materials (such as corundum) that keep acidic media out of the bellows.
Additionally, the castable also provides structural support. Especially for large fluesNon-metallic expansion joint(Fabric fiber expansion joint), although it is temperature-resistant but has poor rigidity, the castable can fix the shape and prevent negative pressure deflation. InHigh temperature axial expansion jointThe castable layer can share a part of the axial pressure and reduce the stress concentration at the root of the bellows. It can be said that castable is not only a protective layer, but also a part of the load-bearing structure.
How to beat castables to be qualified? Construction details and material selection determine life
After discussing "why to fight", let's talk about "how to fight" next-there are more people stepping on pits here.
Material selection:Select different materials for different working conditions. High aluminum castable for flue gas temperature ≤800 DEG C; Corundum mullite for 900-1100 DEG C; High temperature resistant castables containing silicon carbide must be used above 1200℃. Don't listen to the manufacturers saying "general-purpose type", that's all fooling laymen. We giveDesulfurization flue gas baffle doorFor matching expansion joints, we should also consider acid resistance, and choose castables combined with low calcium aluminate cement.
Construction Details:First, the anchors must be welded firmly, 304 stainless steel anchor nails, with a spacing of less than 200mm, are distributed in a plum blossom shape. Second, before pouring, the bellows surface must be removed from rust and brushed with anti-oxidation coating. Third, curing-it can't be baked immediately after pouring. It must be naturally cured for 24 hours before baking according to the temperature rising curve (usually, the temperature is raised to 600℃ every 50℃/h for 4 hours). If the curing is not in place, the castable will crack and fall off, and dry for nothing.
Thickness control:Not that the thicker the better. Too thick will increase the weight and affect the compensation ability of the expansion joint. Experience value: 40-60mm in the center, and the edge can be as thin as 20mm. Use special molds to ensure uniform thickness. In addition, the end of the guide tube should leave an expansion gap, otherwise the castable will bend the top of the guide tube as soon as it expands.
To put it bluntly, playing castables looks simple, but in fact, it tests the understanding of working conditions and the seriousness of construction. We have seen too many customers buy castable paste by themselves, and the result is that slag falls in two months. I regret that I didn't find a professional manufacturer to mix itUniversal corrugated expansion jointThe castable scheme of.
Why Should High Temperature Expansion Joints Be Castable?Because the bellows is a "crispy skin" under the attack of high temperature, erosion and corrosion, the castable is the human shield that can carry and fight. No pouring, compulsory within six months; If you water it right, you don't have to worry about it for five years.
Find out how the outer skin is broken
The outer skin of large non-metallic compensators is damaged for the same reasons: aging, mechanical scratches and media corrosion. But which one is specific, directly determines how you fix it later. For example, if high-temperature flue gas runs in the flue gas pipeline for a long time, coupled with the erosion of acidic gases (such as SO₂ and H₂S), the skin will gradually become brittle and hard, and fine cracks will appear on the surface-this is called aging damage. If pulverized coal or particulate material is transported in the pipeline, high-speed scour will partially wear the skin, forming small holes or strip-like scratches-this is mechanical damage. There is also chemical corrosion, such as the wet flue gas behind the desulfurization tower. The pH value of the condensate is low, the skin is soaked, and the surface is blistered and delaminated.
Are there any curls around the edges? Did it change color? Is the interior insulation cotton exposed?If the skin has become brittle as a whole and drops slag when touched, it is of little significance to repair it. It is more cost-effective to directly replace the whole non-metallic expansion joint (fabric fiber expansion joint) or rectangular non-metallic expansion joint. Repairs are only valuable if they are localized piercings or scratches.
What preparation work can't be saved before patching?
Safety comes first. Shutdown, pressure relief, power failure – these three steps are the bottom line. Non-metallic compensators are usually used in the environment of high temperature, dust and corrosive media. If the knife is moved without relieving pressure, an accident may occur. After the pressure relief is completed, wait for the pipeline temperature to drop to the ambient temperature (generally lower than 40℃), and then use a blade to clean all the dust accumulation, loose fibers and residual glue layer in the damaged area to expose the fresh substrate surface. The surface should be dry without water stains or oil stains.
In terms of materials, the commonly used accessories in our station are fluororubber cloth, silicone cloth and stainless steel wire mesh, which can be selected according to the same color and material of the original skin. If we can get a sample of the old skin on site,Be sure to measure the total thickness and number of layers。 The outer skin of non-metallic expansion joints is usually a multi-layer composite structure, such as the outermost layer is fluororubber cloth, sandwiched with aluminum silicate fiber cotton in the middle, and the inner layer is reinforced with stainless steel wire mesh. If the thickness is poor, the strength of making up is not enough, and it is easy to tear twice in the later stage.
Hands-on repair, divided into three common situations
Small area perforation (less than 50mm in diameter)
Cut a piece of composite material 30-50mm larger than the damaged area, and stick one layer inside and outside. The inner patch is attached to the inside of the pipe (sticking through the opening), and the outer patch is covered on the outside. High-temperature vulcanized glue is used for adhesive, and epoxy resin glue can be used if it is not available on the spot, but attention should be paid to the curing time. After the patch is attached, press the edge with mechanical strips (such as stainless steel flat strips), fix them with bolts, and apply a layer of sealant on the back of the strips in advance. Pay attention to the ambient temperature: when it is lower than 5℃, the adhesive effect will be discounted, so you have to preheat the repair area to above 15℃ with a hot air gun in advance.
Large area tear
If the tear length exceeds 200mm, or there are multiple tears, the double-sided patch will not be enough. It is necessary to cut a brand new skin, an area larger than the damaged area,Lap width at least 100mm。 Note: The non-metallic compensator is a multi-layer structure. Each layer should be staggered, and the overlap seams of all layers should not be stacked together, which will create weak points. When cutting a new skin, stick it layer by layer according to the lamination order of the original skin-first stick the inner fiber layer, then stick the middle insulation layer, and finally stick the outer fluororubber cloth. Each layer is compacted with a roller to drain air bubbles. Finally, tighten with strips and bolts, and control the spacing of strips at 150-200mm. Don't forget to apply high temperature resistant sealant on the back of the strip and around the bolt holes to prevent air leakage.
Edge breakage
Broken edges are easiest to fix. The compensator presses the skin tightly on the metal flange by the pressing bar. If the edge is broken, the old pressing bar is directly removed, the damaged section is cut off, a new skin is replaced and inserted again, and then the pressing bar is used to screw the bolts. During operation, pay attention to the new skin to leave sufficient flange length, at least 50mm, the press strip should be evenly pressed, and the torque should be according to the recommended value given by the manufacturer (generally, the torque of M12 bolts is 50-70N·m).
Don't be in a hurry to turn it on after replenishing
After the repair work is finished, do an airtightness check first: get some soapy water and spray it on the repair area and the gap between the strips, turn on the low-pressure air source (or blow it with compressed air) to see if there is any bubbling. Conditionally, do a low-pressure airtight test, control the pressure at about 1.2 times of the design pressure, and hold the pressure for 10 minutes without dropping the pressure. Check the torque of the strip bolt again-the torque attenuation is the main cause of later leakage, especially the thermal expansion and contraction under high temperature conditions can easily lead to bolt loosening.
Finally,Record repair location, date, material model used on equipment ledger。 Focus on this patch area the next time you shut down for maintenance, because the life of patches is usually only 60% to 80% of the original skin. Don't expect to do it once and for all.
When should I just replace it with a new one?
Patching is not a panacea. If the following occurs, don't hesitate to replace it with a brand-new non-metallic compensator or rectangular non-metallic expansion joint:
- The whole skin has reticular cracks, which feel brittle and breaks as soon as it is broken-indicating that the substrate has aged in an all-round way, and it will break if it is repaired here and there.
- The internal insulation cotton layer has rotted to black slag, or it absorbs water seriously-the failure of the insulation layer will cause the skin to be directly exposed to high temperatures, and the life will be shortened.
- There are more than three leakage points, and the spacing is less than 500mm-this porous state indicates that the skin has been fatigued in a large area and cannot be repaired.
The non-metallic expansion joints (fabric fiber expansion joints) and rectangular non-metallic expansion joints in our station are shipped from the factory according to JB/T 12235-2015 standard, and the warranty period and life are much more reliable than those of repair parts. Don't save hundreds of dollars, and you lose tens of thousands at a time when you shut down. Do you think that's true?
1. Let's start with the structure: What is the difference between non-metallic waveform compensator and metal expansion joint?
Many people think "non-metal" is a cheap substitute when they hear it, but it's just the opposite. Non-metallic waveform compensator (also called in our stationNon-metallic expansion jointOrFabric fiber expansion jointInstead of a metal bellows, the main body is a composite of multiple layers of flexible materials-usually including silicone/fluororubber coated fiberglass cloth, PTFE film, ceramic fiber insulation, plus stainless steel wire mesh reinforcement. This structure gives it a natural ability that a metal expansion joint can't do:Barely transmitting thrust。
Think about it, although the metal bellows can absorb displacement, it will still produce elastic reaction force itself, which has additional requirements for the pipe support; The non-metallic compensator depends on the flexible deformation of the fabric, and the reaction force is very small, so it is especially suitable for those thin-walled pipelines or equipment interfaces that can't bear large thrust. Two days ago, there was a customer who made a dust removal system. The wall thickness of the pipe was only 3mm. Every time he drove with a metal expansion joint, the bracket was crooked and replaced with oursRectangular non-metallic expansion jointThe problem is solved directly.
2. Temperature resistance and corrosion resistance: What working conditions must it be?
Strong acid and alkali corrosion and ultra-high temperature flue gas. But nonmetallic waveform compensators happen to play in both fields. From our stationRectangular non-metallic expansion joint、rubber compensator、Rubber PTFE compensatorAll are targeted designs: the outer layer is made of polytetrafluoroethylene (PTFE) or special fluororubber as an anti-corrosion barrier, and the inner layer is made of ceramic fiber or aluminum silicate cotton as heat insulation. The long-term temperature resistance can be above 1000℃ (such as the smoke duct of power plants).
There is a customer in the cement industry. The temperature of the flue gas at the tail of their kiln fluctuates greatly, and it also contains sulfur. The metal expansion joint is perforated in one year. Replace it with oursMetal Corrugated Expansion Joints in Cement Industry? Of course, it works, but the cost is high-later, non-metallic expansion joints were used, which saved half the cost and prolonged the life. The principle is simple: the non-metallic material itself is corrosion resistant and does not produce stress corrosion cracking.
3. Displacement compensation ability: large displacement and multi-direction are its home field
Metal expansion joints are usually good at axial displacement, while lateral and angular displacement depend on complex structures (such as compound hinge type and universal type). What about non-metallic waveform compensators? It is itself a piece of "soft connection" that can absorb axial, lateral and angular displacements simultaneously-as long as the structure is properly designed. For example, ourRectangular non-metallic expansion jointIt is often used in rectangular flues of power plants and steel plants, and can compensate for the deviation in various directions caused by thermal expansion and contraction.
Moreover, its compensation amount can be made very large, and some can reach more than 100mm. To reach this amount, a metal expansion joint of the same size may have to be made into several waves or even with a tie rod. So you have to ask what is the biggest feature of non-metallic compensators? One word:soft。 It can resist large displacements and is not afraid of multiple directions.
4. Hidden advantages of installation and maintenance: light, easy to change, and not afraid of installing wrong
Everyone who does engineering knows that the fault tolerance rate of equipment installation is very important. Non-metallic waveform compensators are usually 30%-50% lighter than metal expansion joints of the same caliber, which can be moved by one person, and are convenient for on-site welding or flange connection. More importantly, in case the pre-stretching is not accurate during installation, or the pipeline deviates, the forced adjustment of the metal expansion joint may screw the bellows; The elasticity of non-metal is good, and it can still work if it is slightly biased.
And in our product structure, likerubber compensatorAndNon-metallic expansion jointThey are all modular designs, and the inner lining, insulation and outer cladding can even be replaced separately-which layer is broken and which layer is replaced without dismantling the whole pipe. Don't underestimate this. The maintenance window period of power plants is so short. It may take half a day to weld a metal expansion joint. Once the non-metal one is tightened with bolts, it will take half an hour to get it done.
5. The easiest pit to step on when selecting a model: don't treat non-metals as a panacea
Having said so many advantages, I have to pour some cold water. Non-metallic waveform compensators do not work everywhere. First of all, its pressure bearing capacity is inherently weak, and it is generally used in low-pressure systems (usually below 0.1MPa, and higher special designs can reach about 0.5MPa). If you are steam pipes, high pressure oil pipes, honestly choose metal- -like oursUniversal corrugated expansion jointOrHigh temperature axial expansion joint。
Secondly, the fatigue life of non-metallic compensators is not as good as that of metal bellows-the fabric layer always has an aging period, and the general design life in the industry is 10-15 years, while the metal expansion joint can reach more than 20 years under ideal working conditions. In addition, some media contain hard particles (such as pneumatic ash transportation pipelines), and high-speed scour will wear the fabric. At this time, wear-resistant lining or direct metal has to be added. To sum up: When selecting the model, see the four parameters of pressure, temperature, medium and displacement clearly. Don't just listen to "non-metal is cheap" and use it indiscriminately. We have so many product lines in our station, fromNon-metallic expansion jointToHigh temperature axial expansion joint、Universal corrugated expansion joint, is to let you match on demand.
All right,What are the features of non-metallic waveform compensator?Simply put, it is: flexible structure, high-temperature corrosion resistance, multi-direction large displacement, worry-free installation and maintenance, but low pressure and limited life, so you must look at the working conditions when selecting the type. If you have a specific project on hand and aren't sure which one to use, feel free to flip through the product page on our site- -Rectangular non-metallic expansion joint、rubber compensator、Rubber PTFE compensatorThey all have detailed parameters, so just take your seat.
Let's break it apart from the name
The compensator is the expansion joint, and they are the same thing. Non-metallic compensator, to put it bluntly, is an expansion joint made of flexible materials such as fabric fiber and rubber. The kind used in the flue of electrolysis plant, which is specially used to deal with the thermal expansion and contraction and pipe displacement caused by high temperature and corrosive flue gas. You run to the scene and take a look, and the bulging, cloth-bag-like thing at the flue interface is it. Don't underestimate this thing. If you choose the wrong thing or use it out, you will lose tens of thousands of dollars at a time of downtime.
Why must electrolysis plants use non-metals?
The metal compensator can't bear it at all under this working condition-the flue gas contains hydrogen fluoride and sulfur dioxide, and the metal bellows will corrode and perforate in a few months at high temperature. I have seen a case where a metal bellows was installed in an electrolysis plant. In less than half a year, yellow smoke began to emit from the weld. When I removed it, it was as thin as paper. Non-metallic multi-layer composite structures, such as fluororubber + glass fiber + polytetrafluoroethylene, can not only withstand the temperature to 300℃ or even higher, but also withstand acid-alkali corrosion. Moreover, it has good elasticity, large compensation amount, and can easily handle the thermal expansion and contraction of the pipeline. Do you say, is it comparable to metal?
Structurally, it is completely different from the metal compensator
There is no ripple, but it is the bending of the fabric fiber layer and the elastic deformation of the rubber layer to absorb the displacement. Typical products like this siteNon-metallic expansion joint (fabric fiber expansion joint)AndRectangular non-metallic expansion joint, the rectangular section just matches the rectangular flue of the electrolysis plant, the installation flange connection, and the middle is a sandwich fabric. A guide tube has to be added inside to prevent high-speed smoke from directly washing the fabric layer-this point is ignored by many novices, and the consequence is that the fabric layer is blown away and has to be replaced in three months.
Type selection is a technical job
Temperature, pressure, media composition, flue size, required compensation amount, a parameter wrong will wait for air leakage. For example, if the temperature exceeds 250℃, conventional rubber will not work, and fluororubber or pure PTFE layer will be used. At this timeRubber PTFE compensatorAndPTFE compensatorIt would be more appropriate. The pressure is generally low, but the flue of the electrolysis plant runs under negative pressure, so the sealing requirements are high, so the strips and sealing rings should be carefully selected. Two days ago, I met a customer, and randomly bought a general-purpose corrugated expansion joint and installed it. When the negative pressure was sucked, the sealing ring was directly deflated, and the yellow smoke came out, so I had to stop and change it. So don't try to save trouble, the parameters have to be checked one by one.
There is a pit in installation and maintenance that many people step on
Don't hurry to dismantle the limit screw when the non-metallic compensator leaves the factory. It is used to prevent excessive stretching during transportation and installation. After all the pipes are in place and the bolts are tightened, the screw is loosened to allow the compensator to expand and contract freely. This order is reversed, and the compensator is pulled and deformed before it is used. In addition, check the fabric layer regularly for bulging and cracking, especially on the side near the electrolyzer. If you find small damage, make up it in time. Don't wait until the whole flue emits yellow smoke before repairing it. At that time, the downtime loss will be great. It is recommended to inspect once a quarter, and scan the surface temperature with an infrared thermometer to see if there are any local overheating spots-this can find the problem of falling off or internal blockage of the guide tube in advance.
Find out first: What is the difference between non-metallic compensator and metal compensator?
Many customers ask as soon as they come up, "Isn't the compensator just a metal bellows?" Alas, this misunderstanding is big. The materials used in non-metallic compensators (also called non-metallic expansion joints and fabric fiber expansion joints) are glass fiber, silicone cloth and polytetrafluoroethylene, which are not deformed by metal corrugations at all. Its core ability is to absorb the thermal displacement of the pipeline in all directions-axial, transverse and angular directions, and the thrust on the pipeline is particularly small. Think about it. In the big flue of the power plant, when the temperature rises, the iron pipe can jump for several centimeters. If the metal bellows is carried hard, the thrust is so strong that the bracket can be crooked. What about non-metal? Soft connection with almost zero force. So,What does a nonmetallic compensator do?The first is "large displacement, low thrust".
High temperature resistance and corrosion resistance are its special skills
Commonly used non-metallic materials, silicone cloth can withstand more than 300℃, and polytetrafluoroethylene (that is, the PTFE-lined and rubber PTFE compensator in our station) is stable to strong acid, strong alkali and desulfurization flue gas. Look at the pipe connected behind the desulfurization flue gas baffle door. The medium is wet and acid, and the metal bellows will be corroded in less than a few months. Replace withNon-metallic expansion joint (fabric fiber expansion joint)For three or five years. And it is not afraid of dust accumulation, rectangular pipes (likeRectangular non-metallic expansion joint) Especially easy to use. Two days ago, I met a customer from a cement factory, saying that the high-temperature air duct at the end of their kiln had been leaking ash with metal before, and it was directly cured with non-metal. Therefore, the second function: in the harsh working conditions of high temperature, corrosion and dust, non-metal is the only reliable choice.
Reduce vibration and noise, and solve the sealing problem by the way
When such equipment as fans and compressors is turned on, the pipes shake like sieves. Metal compensators can reduce vibration, but they also pose a risk of metal fatigue. Because the material of non-metallic compensator is soft, it is born to absorb vibration, and it can eat a lot of noise. And its sealing performance is critical-a lot of flapper doors (Round flapper door、Double-sealed single-axis circular baffle door) Soft connections are required both front and back to ensure zero leakage. When installing with other products in the station (such asElectric plug-in insulation door) cooperation, the non-metallic section just plays the role of flexible transition. And guess what? Some customers specifically requested a non-metallic compensator insteadrubber compensatorBecause the upper limit of pressure and temperature resistance of fabric fibers is much higher than that of pure rubber. The third function: vibration and noise reduction plus high-grade sealing, three birds with one stone.
Actual scene: power station, cement, desulfurization, none of them can run away
It's useless to just talk about theory. Let's talk about real working conditions. Power station industry: The flue from the boiler outlet to the dust collector, with large temperature change and large pipe section, can only be usedRectangular non-metallic expansion joint。 Cement industry: raw material mill, kiln tail high temperature fan, airflow contains dust, useNon-metallic expansion joint (fabric fiber expansion joint)Most stable. Desulfurization system: inlet and outlet of absorption tower, the medium is gypsum slurry and wet flue gas, which is highly corrosive. The non-metal compensator is equipped with PTFE lining, and its life is three times longer than that of metal. Look at the product list in the station, "Desulfurization flue gas baffle door”、“Corrugated expansion joint for power station industry”、“Metal Corrugated Expansion Joints in Cement Industry"There are all, but the non-metallic models that truly withstand corrosion and high temperature are the key connection points of these systems. Article 4 Function: Specializing in the treatment of stubborn diseases in the industry of high temperature, corrosion and large displacement.
Do not step on pits when selecting models: pay attention to temperature, pressure and displacement
Many customers choose non-metal according to the parameters of metal compensator, and the result is broken in a few months. The weakness of non-metallic compensator is that the pressure bearing capacity is not as good as that of metal, and it is generally only used in flue duct systems with low pressure (below 0.1MPa). The temperature should be distinguished between the medium temperature and the surface temperature. The fabric fiber can carry it to 1000℃, but the lining insulation layer should be calculated well. In terms of displacement, non-metals can be very large (such as 100mm in the axial direction and 50mm in the horizontal direction), but the flange connection and guide tube need to be designed well-you refer to the question and answer on "Specific Function of Expansion Joint Guide Tube" in the station, and non-metals also have to be equipped with guide tubes, otherwise the airflow will directly scour the fabric lining and wear it out quickly. Also, when installing, do not tighten the fastening bolts too tightly to prevent crushing the non-metallic sealing surface. Remember one thing: non-metallic compensators are designed according to the idea of "soft connection", so don't let it suffer. Fifth Function Tip: Choose the right one, it is more durable than metal.
Contact Us
Your consultation and cooperation are always welcome
Company Address
Haian Economic and Technological Development Zone, Nantong City, Jiangsu Province
Contact Number
(+86)13142668488
info@jsbcq.net
Working hours
Monday-Friday :8:00 - 17:30
Saturday :9:00 - 16:00
Sunday :Rest