补偿器、挡板门设备 · 一站式服务流程
从咨询到安装,我们提供全方位的专业服务
咨询需求
专业团队为您提供详细的产品咨询和技术支持,了解您的具体需求
方案设计
根据您的具体需求,提供个性化的产品设计方案,确保最优解决方案
生产制造
采用先进的生产设备和工艺,严格质量控制,确保产品质量卓越
安装调试
专业技术人员提供上门安装和调试服务,确保设备正常运行
关于我们
南通创欣机械有限公司位于苏中平原,临近南通、宁靖盐高速度公路交通便利,距上海、苏州、无锡、南京等大中城市不到 2 小时车程。
公司是集设计开发、生产制作、产品销售、安装调试为一体的综合性科技型企业。公司先后与全国水泥研究研究院、总包单位进行交流与合作!
公司主要产品有金属补偿器(膨胀节),非金属补偿器(膨胀节),挡板门类等系列产品,为国内外广大用户提供优价廉的成套设备。

新闻资讯
了解公司最新动态和行业资讯
矩形非金属补偿器M型和N型到底差在哪?3分钟看懂结构、选型和适用场景
先搞清楚一个问题:为啥非金属补偿器还要分M和N?很多搞管道设计的同行拿到图纸,看到“矩形非金属补偿器 M型”和“N型”就头皮发麻。明明看着都...
脱硝烟道非金属补偿器怎么选、怎么装、怎么维护?一份实战指南
一、脱硝烟道工况有多“刁钻”?先搞懂非金属补偿器为什么是首选脱硝烟道这地方,温度高(通常300-400℃,局部可能冲到500℃以上),烟气里...
加排水孔的翻边非金属补偿器:烟气管道这道坎,真得靠它迈过去
这道坎儿在哪?——加排水孔和翻边到底解决了什么实际问题?前两天有个搞脱硫项目的客户跟我抱怨,说他们烟道上的非金属膨胀节用了不到半年,内部就开...
金属轴向膨胀节选型与安装:别再让管道“硬扛”了
金属轴向膨胀节先搞懂——它吸的是轴向位移,不是万金油很多人把金属轴向膨胀节当成什么管道问题都能治的“万能药”,这不对。它只干一件事:吸收管道...
蒸汽管道金属膨胀节选型与安装避坑指南
蒸汽管道为啥离不开金属膨胀节?——热位移和应力不是闹着玩的蒸汽管道一跑起来,温度动不动两三百摄氏度,你想想,一根几十米长的碳钢管,热胀冷缩能...
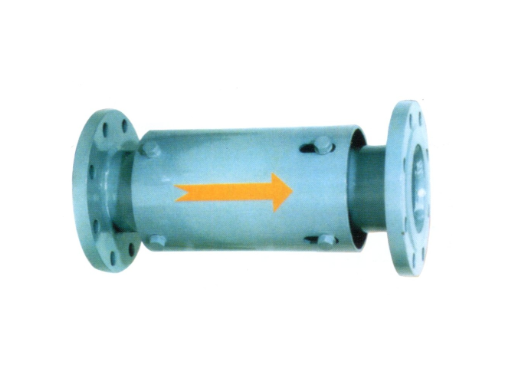
金属套筒膨胀节:不是波纹管也能补偿,它怎么做到的?
同样是补偿,套筒式和波纹式到底差在哪?搞管道补偿这些年,碰到最多的问题是:“套筒膨胀节和波纹管膨胀节,到底选哪个?”其实两者补偿原理完全不同...
常见问题
解答您关于补偿器和挡板门的常见疑问
高温膨胀节的工作环境有多恶劣?波纹管本身扛不住
说个真事儿。前两天有个水泥厂的设备主管给我打电话,说他们窑尾烟道上的膨胀节用了不到四个月就裂了。我问他你们打浇注料了吗?对方愣了一下:“还要打浇注料?不是波纹管能扛高温吗?”
烟气温度动辄800℃-1100℃,有的甚至瞬时冲到1300℃。介质里还夹着大量粉尘和腐蚀性气体(SO₂、NOₓ)。波纹管本身用的不锈钢材料,比如304或316L,在长期高温下会发生碳化物析出、晶间腐蚀,强度断崖式下降——这叫高温失效。就算你用Inconel 625这样的镍基合金,表面温度超过650℃也得歇菜。
裸奔的波纹管,在高温工况下就是消耗品。那怎么办?必须给它穿一件“铠甲”——浇注料。
浇注料的第一层保护:隔热,防止波纹管高温失效
浇注料首先是隔热层。它的导热系数通常在0.3-0.8 W/m·K之间,而波纹管不锈钢的导热系数在15 W/m·K以上。什么意思?浇注料能把热辐射和热传导挡住大半。比如我们给电站行业用波纹膨胀节做浇注料设计时,要求内侧表面温度控制在200℃以下,这样波纹管的屈服强度才能维持在设计值。
某火电厂引风机出口的膨胀节,没打浇注料前波纹管外壁温度480℃,打了80mm厚的轻质莫来石浇注料后,外壁降到180℃。寿命从9个月直接拉到5年还没坏。隔热这关过不了,后面全是白扯。
第二层保护:导流和防冲刷,挡住高速含尘气流的磨损
你以为只有高温是杀手?高速含尘气流才是真正的“拿命来”。水泥生产线上的风管流速经常在18-25m/s,里面掺着熟料颗粒,那玩意儿打在波纹管上就跟喷砂一样。波纹管波峰波谷的几何结构本身就是“藏灰窝”,粉尘积在波谷里反复摩擦,很快就磨穿。
浇注料打上去之后,内侧会形成一个平顺的流道,没有沟槽死角,气流顺畅通过。同时浇注料的耐磨性是普通碳钢的3-5倍(高铝质浇注料,莫氏硬度7以上)。咱们的水泥行业金属波纹膨胀节出厂前都做导流设计,但导流筒加上浇注料才是双保险——导流筒挡住大部分正面冲击,浇注料填充缝隙、防止涡流冲刷。
你想想,如果不打浇注料,波纹管波峰处被磨穿的速度有多快?我们测过,在水泥磨机出口位置,没保护的波纹管平均3个月就穿孔。打了浇注料之后,至少扛两年。
第三层保护:结构支撑与防腐,把腐蚀性介质隔离在波纹管之外
高温烟气里的酸性结露是个隐蔽的杀手。有些项目停炉后温度降到露点以下,SO₃和水蒸气结合生成硫酸,附着在波纹管内壁。不锈钢最怕氯离子和浓硫酸,点蚀、应力腐蚀开裂接踵而来。浇注料是碱性或中性材料(比如刚玉质),能把酸性介质挡在波纹管外面。
另外,浇注料还提供结构支撑。特别是大型烟道用的非金属膨胀节(织物纤维膨胀节),虽然本身耐温但刚度差,浇注料能固定形状、防止负压吸瘪。在高温轴向型膨胀节上,浇注料层能分担一部分轴向压力,减少波纹管根部的应力集中。可以这么说:浇注料不光是保护层,还是承力结构的一部分。
怎么打浇注料才算合格?施工细节和材料选择决定寿命
讨论完“为什么打”,接下来聊“怎么打”——这里踩坑的人更多。
材料选型:不同工况选不同材质。烟气温度≤800℃用高铝浇注料;900-1100℃用刚玉莫来石;超过1200℃必须用含碳化硅的耐高温浇注料。别听厂家说“通用型”,那都是糊弄外行的。我们给脱硫烟气挡板门配套的膨胀节,还要考虑耐酸性,选低钙铝酸盐水泥结合的浇注料。
施工细节:一是锚固件必须焊牢,304不锈钢锚固钉,间距200mm以内,呈梅花形分布。二是浇注前波纹管表面必须除锈、刷防氧化涂层。三是养护——浇注完不能马上烘,必须自然养护24小时后再按照升温曲线烘烤(通常每50℃/h升温到600℃保温4小时)。养护不到位,浇注料会开裂脱落,白干。
厚度控制:不是说越厚越好。太厚会增加重量、影响膨胀节的补偿能力。经验值:中心部位40-60mm,边缘可以薄到20mm。用专用的模具保证厚度均匀。另外,导流筒端部要留出膨胀间隙,不然浇注料一膨胀就把导流筒顶弯了。
说白了,打浇注料这个事儿,看着简单,其实考验的是对工况的理解和施工的认真程度。我们见过太多客户自己买浇注料糊上去,结果两个月掉渣,后悔当初没找专业厂家配通用型波纹膨胀节的浇注料方案。
高温膨胀节为什么要打浇注料?因为波纹管在高温、冲刷、腐蚀三者夹击下就是一副“脆皮”,浇注料才是那个能扛能打的肉盾。不浇注,半年内必修;浇对了,五年不用管。
先弄清楚外蒙皮是怎么坏的
大型非金属补偿器的外蒙皮破损,原因无非老三样:老化、机械划伤、介质腐蚀。但具体是哪一种,直接决定你后面怎么修。举个例子,烟气管道里长期跑高温烟气,再加上酸性气体(比如SO₂、H₂S)的侵蚀,蒙皮会慢慢变脆、发硬,表面出现细密裂纹——这叫老化性损伤。要是管道里输送的是煤粉或者颗粒物料,高速冲刷会把蒙皮局部磨穿,形成小孔或者条状划痕——这是机械损伤。还有一种是化学腐蚀,比如脱硫塔后的湿烟气,凝结液pH值低,蒙皮被泡烂,表面起泡、分层。
边缘有没有卷曲?变色了吗?内部保温棉有没有外露?如果蒙皮已经整体发脆,一碰就掉渣,那修补的意义不大,直接换整根非金属膨胀节(织物纤维膨胀节)或者矩型非金属膨胀节更划算。如果是局部穿孔或划伤,修补才有价值。
修补前哪些准备工作不能省?
安全第一。停机、泄压、断电——这三步是底线。非金属补偿器通常用在高温、粉尘、腐蚀性介质的环境里,不泄压就动刀,搞不好要出事故。泄压完成后,等管道温度降到环境温度(一般低于40℃),然后用铲刀把破损区域的积灰、松动的纤维、残留胶层全部清理干净,露出新鲜的基材表面。表面要干燥,不能有水渍或油污。
材料方面,咱们站里常用的配件有氟橡胶布、硅胶布、不锈钢丝网,这些都可以根据原蒙皮的材质同色同料选配。如果现场能弄到旧蒙皮的样品,一定要量一下总厚度和层数。非金属膨胀节的外蒙皮通常是多层复合结构,比如最外层是氟橡胶布,中间夹硅酸铝纤维棉,内层是不锈钢丝网增强。厚度差了,补上去的强度就不够,后期容易二次撕裂。
动手修补,分三种常见情况
小面积穿孔(直径小于50mm)
裁一块比破损区大30-50mm的复合材料,内外各贴一层。内层补丁贴在管道内侧(从开口伸进去贴),外层补丁盖在外部。粘接剂用高温硫化胶,现场没有的话可以用环氧树脂胶,但要注意固化时间。补丁贴好后用机械压条(比如不锈钢扁条)在边缘压紧,螺栓固定,压条背面提前涂一层密封胶。注意环境温度:低于5℃时胶粘效果会打折扣,得用热风枪提前预热修补区域到15℃以上。
大面积撕裂
如果撕裂长度超过200mm,或者有多处裂口,双面补丁就不够用了。需要裁剪一块全新的蒙皮,面积要比破损区域大一圈,搭接宽度至少100mm。注意:非金属补偿器是多层结构,每层要错开缝,不能所有层的搭接缝堆在一起,那样会形成薄弱点。裁剪新蒙皮时,按照原蒙皮的叠层顺序一层一层贴——先贴内层纤维层,再贴中间隔热层,最后贴外层氟橡胶布。每贴一层都用滚筒压实,排出气泡。最后用压条和螺栓紧固,压条间距控制在150-200mm。别忘了在压条背面和螺栓孔周围涂耐高温密封胶,防止漏气。
边缘破损
边缘破损最容易修。补偿器是靠压条将蒙皮压紧在金属法兰上的,边缘破了直接拆掉旧压条,把破损段剪掉,换一块新蒙皮重新塞进去,再上压条拧螺栓。操作时注意新蒙皮要留出足够的翻边长度,至少50mm,压条要均匀压紧,扭矩按厂家给的推荐值(一般M12螺栓扭矩在50-70N·m)。
补完别急着开机
修补工作做完,先做气密性检查:弄点肥皂水喷在修补处和压条缝隙,打开低压气源(或者用压缩空气吹),看有没有冒泡。有条件的做个低压气密试验,压力控制在设计压力的1.2倍左右,保压10分钟不掉压就算合格。再检查一遍压条螺栓的扭矩——力矩衰减是后期泄漏的主要原因,尤其是高温工况下热胀冷缩容易导致螺栓松动。
最后,在设备台账上记录修补位置、日期、使用的材料型号。下次停机检修时重点观察这块补丁区域,因为补丁的寿命通常只有原装蒙皮的60%到80%。别指望一劳永逸。
什么时候该直接换新的?
修补不是万能的。出现以下情况,别犹豫,直接换一根全新的非金属补偿器或矩型非金属膨胀节:
- 蒙皮整体出现网状裂纹,手感发脆,一掰就碎——说明基材已经全面老化,补了这处那处还要破。
- 内部保温棉层已经烂成黑渣,或者吸水严重——保温层失效会导致蒙皮直接接触高温,寿命缩短。
- 泄露点超过3处,且间距小于500mm——这种多孔状态说明蒙皮已经大面积疲劳,补不住的。
咱们站里的非金属膨胀节(织物纤维膨胀节)和矩型非金属膨胀节都是按照JB/T 12235-2015标准出厂,质保期和寿命都比修补件靠谱得多。别为了省几百块钱,结果停机一次损失好几万。你说是不是这个理儿?
1. 先从结构说起:非金属波形补偿器跟金属膨胀节到底差在哪?
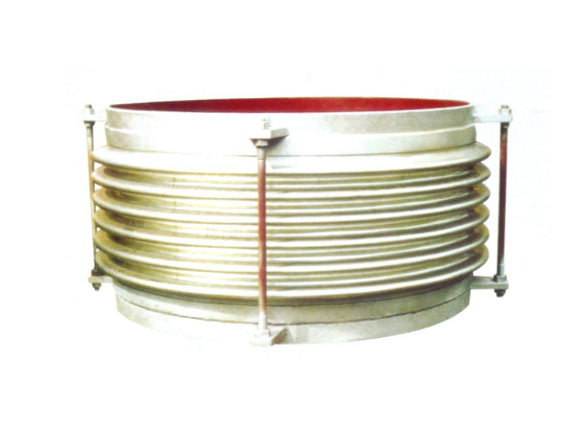
很多人一听“非金属”就觉得是廉价替代品,其实恰恰相反。非金属波形补偿器(咱们站里也叫非金属膨胀节或织物纤维膨胀节)的主体不是金属波纹管,而是由多层柔性材料复合而成——通常包括硅胶/氟橡胶涂覆的玻璃纤维布、聚四氟乙烯薄膜、陶瓷纤维隔热层,再加上不锈钢丝网加强。这套结构让它天生具备一个金属膨胀节做不到的本事:几乎不传递推力。
你想想,金属波纹管虽然能吸收位移,但本身还是会产生弹性反力,对管道支座有额外要求;而非金属补偿器靠织物柔性变形,反力极小,特别适合那些承受不了大推力的薄壁管道或者设备接口。前两天有个做除尘系统的客户,管道壁厚才3mm,用金属膨胀节每次开车都把支架顶歪了,换成咱们的矩型非金属膨胀节,问题直接解决。
2. 耐温耐腐蚀:哪些工况非它不可?
强酸强碱腐蚀和超高温烟气。但非金属波形补偿器正好在这两个领域能打。咱们站里的矩型非金属膨胀节、橡胶补偿器、橡胶四氟补偿器都有针对性设计:外层用聚四氟乙烯(PTFE)或者专用氟橡胶做防腐屏障,内层用陶瓷纤维或者硅酸铝棉做隔热,长期耐温能做到1000℃以上(比如电厂烟风道)。
有个水泥行业的客户,他们窑尾烟气温度波动大,还含硫,金属膨胀节一年就穿孔。换成咱们的水泥行业金属波纹膨胀节?当然也行,但成本高——后来用了非金属膨胀节,费用省一半,寿命反而长了。原理很简单:非金属材料本身耐腐蚀,而且不产生应力腐蚀开裂。
3. 位移补偿能力:大位移、多方向才是它的主场
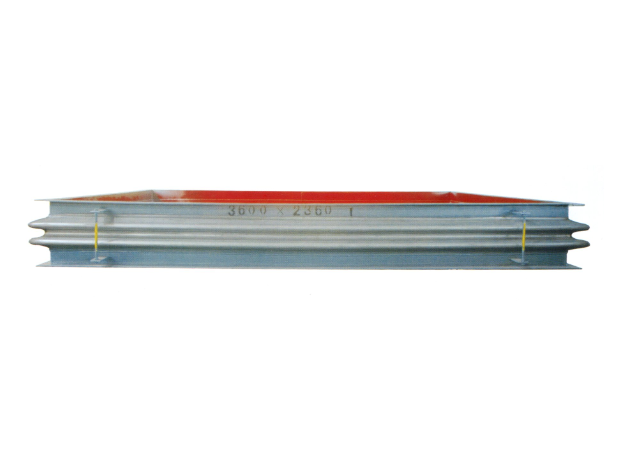
金属膨胀节通常擅长轴向位移,横向和角向位移要靠复杂的结构(比如复式铰链型、万向型)。非金属波形补偿器呢?它本身就是一块“软连接”,可以同时吸收轴向、横向、角向位移——只要结构设计合理。比如说咱们的矩型非金属膨胀节,经常用在电厂、钢铁厂的矩形烟道上,能补偿热胀冷缩引起的各个方向的偏移。
而且它的补偿量可以做得很大,有的能到±100mm以上,而同样尺寸的金属膨胀节要达到这个量,可能得做成好几波甚至带拉杆。所以你要问非金属补偿器最大的特点是什么?一个字:柔。既能抗大位移,又不怕多方向。
4. 安装维护的隐藏优势:轻、好换、还不怕装错
做工程的人都懂,设备安装容错率很重要。非金属波形补偿器通常比同口径金属膨胀节轻30%-50%,一个人就能搬动,现场焊接或者法兰连接都方便。更关键的是,万一安装时预拉伸没算准,或者管道跑了偏,金属膨胀节强行调整可能把波纹管拧坏;非金属的弹性好,稍微偏一点照样能工作。
而且咱们的产品结构里,像橡胶补偿器和非金属膨胀节都是模块化设计,内衬层、隔热层、外覆层甚至可以单独更换——哪层坏了换哪层,不用整个拆管子。你别小看这点,电厂检修窗口期就那么短,换一个金属膨胀节可能要焊半天,非金属的用螺栓一紧固,半小时搞定。
5. 选型时最容易踩的坑:别把非金属当万能药
说了这么多优点,也得泼点冷水。非金属波形补偿器不是所有地方都能用。首先,它的承压能力天生弱,一般用在低压系统(通常0.1MPa以下,高一点的特殊设计能到0.5MPa左右)。你要是蒸汽管道、高压油管,老老实实选金属的——比如咱们的通用型波纹膨胀节或者高温轴向型膨胀节。
其次,非金属补偿器的疲劳寿命不如金属波纹管——织物层总有老化期限,业内一般设计寿命在10-15年,而金属膨胀节如果在理想工况下可以到20年以上。另外,有些介质含硬颗粒(比如气力输灰管道),高速冲刷会把织物磨破,这时候就得加耐磨内衬或直接上金属的。总结一句话:选型时看清压力、温度、介质、位移四个参数,别只听“非金属便宜”就乱用。咱们站里有这么多产品线,从非金属膨胀节到高温轴向型膨胀节、通用型波纹膨胀节,就是让你按需匹配。
好了,非金属波形补偿器特点是什么? 简单说就是:结构柔、耐高温腐蚀、能多向大位移、安装维护省心,但承压低、寿命有限,选型时得看准工况。要是你手头有具体项目,拿不准该用哪种,随时翻翻咱们站里的产品页——矩型非金属膨胀节、橡胶补偿器、橡胶四氟补偿器都有详细参数,对号入座就行。
先从名字拆开说
补偿器就是膨胀节,这俩是一回事。非金属补偿器,说白了就是用织物纤维、橡胶这类柔性材料做的膨胀节。电解厂烟道上用的那种,专门对付高温、腐蚀性烟气带来的热胀冷缩和管道位移。你跑去现场看一眼,烟道接口处那个鼓鼓囊囊、像布袋子一样的东西,就是它。别小看这玩意儿,选错了、用坏了,一次停机损失就是大几万。
为什么电解厂非用非金属的不可?
金属补偿器在这种工况下根本扛不住——烟气里含氟化氢、二氧化硫,高温下金属波纹管几个月就腐蚀穿孔。我见过一个案例,某电解厂上了金属波纹管,半年不到,焊缝处就开始冒黄烟,拆下来一看,薄得像纸片。非金属的靠多层复合结构,比如氟橡胶+玻璃纤维+聚四氟乙烯,既能耐温到300℃甚至更高,又能扛住酸碱腐蚀。而且弹性好,补偿量大,管道热胀冷缩它能轻松搞定。你说,金属的能比吗?
结构上它跟金属补偿器完全两个路子
没有波纹,靠的是织物纤维层的弯折和橡胶层的弹性变形来吸收位移。典型产品像本站的非金属膨胀节(织物纤维膨胀节)和矩型非金属膨胀节,矩形截面正好匹配电解厂矩形烟道,安装法兰连接,中间是夹层织物。内部还得加导流筒,防止高速烟气直接冲刷织物层——这一点很多新手忽略,后果就是织物层被吹烂,三个月就得换。
选型是门技术活
温度、压力、介质成分、烟道尺寸、需要的补偿量,一个参数错了就等着漏气。比如温度超过250℃,常规橡胶就不行了,得上氟橡胶或者纯四氟层,这时候橡胶四氟补偿器和聚四氟乙烯补偿器就更合适。压力一般低压,但电解厂烟道负压运行,密封性要求反而高,压条和密封圈得仔细选。前两天碰到个客户,随便买了个通用型波纹膨胀节装上去,负压一吸,密封圈直接瘪了,黄烟直冒,又得停机换。所以别图省事,参数得一个一个核对。
安装维护上有个坑很多人踩
非金属补偿器出厂时限位螺杆别急着拆。它是用来防止运输和安装时过度拉伸的,等管道全部就位、螺栓拧紧后,再松开螺杆让补偿器自由伸缩。这个顺序搞反了,补偿器还没用就拉变形了。另外定期检查织物层有没有鼓包、开裂,尤其是在靠近电解槽那一侧。发现小破损及时补,别等到整条烟道冒黄烟再修,那时候停机损失就大了。建议每季度巡检一次,顺手用红外测温枪扫一下表面温度,看看有没有局部过热点——这能提前发现导流筒脱落或内部堵塞的问题。
先搞搞清楚:非金属补偿器和金属补偿器,差别在哪?
很多客户一上来就问“补偿器不就是金属波纹管吗?”唉,这误会可大了。非金属补偿器(也叫非金属膨胀节、织物纤维膨胀节)用的材料是玻璃纤维、硅胶布、聚四氟乙烯这些,完全不是靠金属波纹来变形。它最核心的本事是能吸收管道在各个方向上的热位移——轴向、横向、角向都能吃进去,而且对管道的推力特别小。你想想,电厂那个大烟道,温度一上来,铁管子能窜好几厘米,金属波纹管硬扛的话推力大得能把支架顶歪,非金属呢?软连接,力几乎为零。所以,非金属补偿器的作用?第一条就是“大位移、低推力”。
耐高温耐腐蚀,才是它的看家本领
常用的非金属材料,硅胶布能耐300℃以上,聚四氟乙烯(就是我们站里说的衬四氟、橡胶四氟补偿器)对强酸强碱、脱硫烟气那叫一个稳。你看脱硫烟气挡板门后面接的管道,介质又湿又酸,金属波纹管用不了几个月就被腐蚀穿了。换上非金属膨胀节(织物纤维膨胀节),随便用个三五年。而且它不怕粉尘积灰,矩形管道(像矩型非金属膨胀节)特别好用。前两天碰到个水泥厂的客户,说他们窑尾的高温风管,之前用金属的一直漏灰,换了非金属的直接根治。所以,第二条作用:在高温、腐蚀、含尘的恶劣工况里,非金属是唯一靠谱的选择。
减振降噪,顺带解决密封问题
风机、压缩机这种设备一开,管道抖得像筛子。金属补偿器能减振,但本身也会有金属疲劳风险。非金属补偿器因为材料是软性的,天生就吸振,噪音也能吃下去不少。而且它的密封性能很关键——很多挡板门(圆形挡板门、双密封单轴圆形挡板门)前后都需要软连接来保证零泄漏。安装的时候跟站里其他产品(比如电动插板式隔绝门)配合,非金属那一段正好起到柔性过渡的作用。你猜怎么着?有些客户专门要求用非金属补偿器来替代橡胶补偿器,就因为织物纤维的承压和耐温上限比纯橡胶高得多。第三条作用:减振降噪加高等级密封,一石三鸟。
实战场景:电站、水泥、脱硫,一个都跑不掉
光说理论没用,咱们拿真实工况说话。电站行业:锅炉出口到除尘器的烟道,温度变化大,管道截面又大,只能用矩型非金属膨胀节。水泥行业:原料磨、窑尾高温风机,气流含粉尘,用非金属膨胀节(织物纤维膨胀节)最稳。脱硫系统:吸收塔进出口,介质是石膏浆液和湿烟气,腐蚀性强,非金属补偿器配上四氟内衬,寿命比金属长三倍。你看站里产品列表里“脱硫烟气挡板门”、“电站行业用波纹膨胀节”、“水泥行业金属波纹膨胀节”都有,但真正扛腐蚀和高温的非金属款,才是这些系统的关键连接点。第四条作用:专治高温、腐蚀、大位移的行业顽疾。
选型别踩坑:注意温度、压力、位移量
很多客户照着金属补偿器的参数来选非金属,结果没几个月就破了。非金属补偿器的弱点在于承压能力不如金属,一般只用在低压(0.1MPa以下)的烟风道系统。温度要分清介质温度和表面温度,织物纤维能扛到1000℃,但内衬隔热层要算好。位移量上,非金属可以做到很大(比如轴向100mm,横向50mm),但需要设计好法兰连接和导流筒——你参考站里“膨胀节导流筒具体的作用”那篇问答,非金属也得配导流筒,否则气流直接冲刷织物内衬,很快磨穿。还有,安装的时候,紧固螺栓别拧太紧,防止压坏非金属密封面。记住一条:非金属补偿器是按“软连接”思路设计的,不要让它受扭。第五条作用小贴士:选对了,它比金属更皮实耐用。
联系我们
随时欢迎您的咨询与合作
公司地址
江苏省南通市海安经济技术开发区
联系电话
(+86)13142668488
电子邮箱
info@jsbcq.net
工作时间
周一至周五:8:00 - 17:30
周六:9:00 - 16:00
周日:休息